| 小林设计素材网
客服QQ:178308054 Email:178308054@qq.com 机械设计资料 |
相信专业,相信小林 | 小林机械资料网竭诚为您服务! |
|
|
 |
| 首页
| 工艺夹具
| 数控编程
| 注塑模具
| 冲压模具
| 机械机电
| 土木工程
| 采矿通风
| 其他专业
| 购买流程
| 信誉说明
| 付款账号
| 加盟
|
 |
|
|
| 您现在的位置: 主页 > 课程设计类 > |
|
设计名称 |
柴油机进气管铸造设计
|
|
|
设计编号 |
n190
|
|
设计软件 |
AutoCAD,
Word |
|
包含内容 |
见右侧图片
|
|
说明字数 |
4100字 |
|
图纸数量 |
见右侧图片
|
|
推荐指数 |
较高 |
|
价格: |
价格优惠中 |
|
整理日期 |
9.26 |
|
整理人 |
小林 |
|
购买流程 |
<查看如何购买本站设计> | |
|
设计简介 |
设计描述:
文档包括:
设计word版本说明书一份,4100字
CAD版本图纸,共9张
工艺卡片一套
一、设计任务及分析:
1105柴油机进气管净重3公斤,才质HT15-33,生产性质是大批量生产。
柴油机进气管是为柴油燃烧提供空气通道,即它一端与气缸的配气室相连(通过配气阀来控制进气量)。这就要求:一、进气管内壁要光滑,减少进气阻力;二、气管不得有粘砂等物,否则,就会造成气缸磨损、甚至使配气阀失控等严重事故;三、进气管不得有裂纹、夹渣、气孔、夹砂等缺陷,因进气管上承滤清器的重量,加之柴油机振动较大,仍造成进气管损坏而停机。
本零件的主要壁厚为7mm,是合理的壁厚。虽有局部较厚之处,如主视图右上部16×22处,但由于是HT15-33,碳当量较高,故对铸件质量及工艺无大影响。此外,零件的结构及圆角连接设计也比较合理。
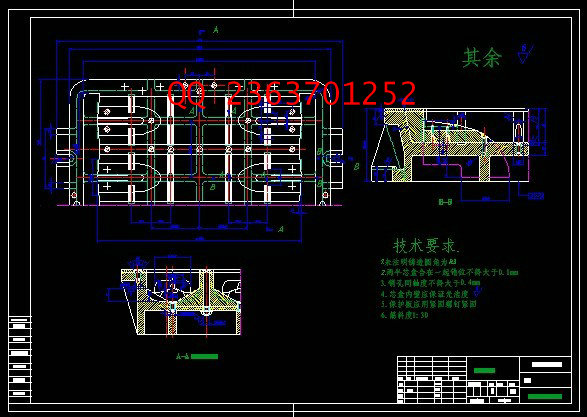
二、铸造工艺方案的确定与论证:
1、造型造芯方法的选择:
由于零件是大批量生产,故采用生产率高、质量比较稳定的机器造型、造芯来进行生产。造型机选用Z145A,制芯机选用Z236A。
2、铸型、型芯种类的确定:
铸型种类选用湿型。优点是成本低、生产率高、劳动条件较好,适用于中小件。砂芯选用合脂砂,用以保证零件要求及管内壁光滑,成本也较低。
3、铸件凝固原则、浇注位置和分型面的选取:
铸件的材质是HT15-33,零件的壁厚差又较小,因此按同时凝固原则设计。
此零件有两个法兰端面需要加工,为保证加工质量,应将加工面置于浇注位置底面,但因两法兰面不在同一平面而是互成直角,这样两加工面都放在底面是不可能的。若一面放在底面,一
文字说明及设计步骤
面置于侧面,对铸件质量虽好,却使制芯工作量加大,成本增大,权衡利弊将两加工面均置于侧面,这样既保证让质量又降低了成本。
分型面的选择如工艺图所示,此分型面起模方便,简化操作(没有活块),砂芯的数量最少,分型面与浇注位置一致。
4、砂箱中铸件数量的确定:
小件在流水线上生产。一般采用通用砂箱,此采用500×400×150通用砂箱。查得铸件距砂箱壁最小尺寸为20mm,铸件间最小尺寸为30mm,此件的最大外轮廓尺寸为210×100mm,故一箱内只能安放4个铸件,即长度方向210×2+30=450、宽度方向100×2+30=230。
5、主要工艺参数的选择:
1)铸造收缩率:
由表查得此件的收缩率应为0.9%,考虑此件采用湿型及合脂砂芯,收缩阻力较小,加之零件较小,取收缩率为1%。
2)铸件精度等级、尺寸、重量及偏差:
查表得铸件尺寸精度是5-6级,选6级精度,按此精度查得铸件尺寸极限偏差值为1.5mm,合格铸件允许重量偏差为5%。
3)机械加工余量:
以铸件的精度等级及公称尺寸查得机械加工余量顶面、侧面为5mm、底面为3.5mm,由于模具精度较高及冷加工希望减少加工余量(零件精度要求不高),取为3.5mm。
4)拔模斜度:
此件可查得拔模斜度为0°45′~2°之间,去0°45′~1.5°,均取增厚型的。
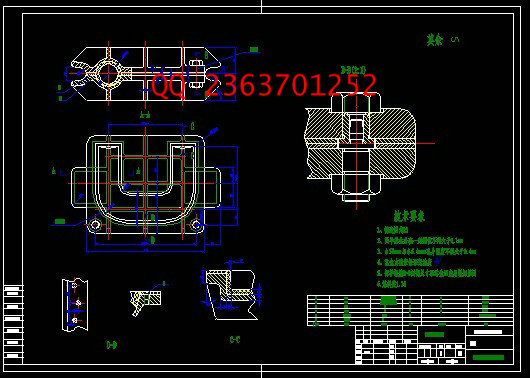
6、砂芯设计:
1)砂芯数量及其分割面的确定:
由于一箱四体件,管子(φ56—φ46)砂芯可采用抛担砂芯,
文字说明及设计步骤
可以减少芯头长度和防止漂芯(不用芯撑)。
关于外皮型芯的设计有三种方案(因为若先下外皮芯,将使管芯下不去,若先下管芯,将使外皮芯下不下去。):
a、是在外皮芯后的一定空隙,芯子下完后填砂,这样放率太低;
b、是将外皮芯沿90×74法兰水平分芯,这样使下芯顺利。但由于分芯必然造成一道飞边,很难清理(砂轮有些地方磨不到);
c、是将外皮芯分成2块(1#及3#)。优点是外皮芯是一整芯,没有飞边,缺点是增加了一个3#砂芯,为保证逐渐质量选用此方案。
3#芯长40mm多,高100mm,厚20mm,为便于制造,将此芯分成8小块,每块宽度50mm。
2)芯头形状、尺寸、斜度、间隙及防压环、压环、集砂槽设计:
2#芯系水平砂芯,可得φ46砂芯头长度应是25-40mm,φ56砂芯头长度应是30-45mm,由于砂箱长度方向尺寸较紧,故将φ46芯头长取20mm,φ56芯头长取30mm,为制芯方便芯头斜度取5°。
验算φ46芯头承压面积
砂芯重量G(粗计)3.14×0.562/4×1.2×1.6≈0.48(kg)
砂芯浮力P(粗计)3.14×0.562/4×1.2×7=2.1(kg)
实际芯头面积Sk=1.5(P-G)/2×0.6≈2(cm2)
1#芯是悬臂芯,查得芯头长度应为50mm,但此芯是二件合用,中间有一段与铸型接触,为加大吃砂量悬臂芯取悬臂的一段,即60mm
3#芯是垂直砂芯,起填砂作用,故芯头长取20mm,砂芯间隙为0.75mm。
3)芯骨填料:
1#芯采用φ10圆钢,2#芯采用8#铁丝。
7、浇注系统的选取和计算:
1) 浇注系统的类型、形式及在铸件上的开设部位:
文字说明及设计步骤
此件是小件,为了造型简便,采用与分型面一致的中间注入式。
由于零件较小,一箱四体,浇口开设位置只有两处,一处是加强筋处,一是法兰处,为了不使内浇口局部过大,采用两处分散开设。
2) 浇注时间和浇道中阻流截面的计算:
a、 一个零件浇注金属总重计算:
由于本件加工量较少,参考文献中表7,取
3.067/毛重=0.90
毛重≈3.4(kg)
浇注系统估算,按教材取25%
浇注金属总重为:3.4×1.25%=4.26(kg)
b、 单件浇注时间:
按公式: t=S√G
S=1.85 G=4.26(kg)
t=3.8(秒) 取t为4秒
c、 液面平均上升速度验算:
v=c/t=120/4=30(毫米/秒)
查表允许上升速度为20~30毫米/秒,故上升速度符合要求。
d、 直浇道高度的验算:
按HM=L×tgα
查得 α=120° L≈224mm
HM=47.62(mm),铸件一半高60mm
直浇口最小高度:
60+47.62=107.62 (mm)
砂箱高度取150mm,150>107.62,故能满足要求。
e、 平均压头计算:
HP=HO-c/8 =150-120/8=135mm=13.5cm
用水力学公式计算最小阻流端面:
文字说明与设计步骤
F内=G/u.t.0.13√Hp u取0.42
=4.26/0.42×4×0.31×√13.5 =2.2(cm2)
f、 用表格法查F内
按无锡柴油机厂资料为:F阻=1.9
北京第一机床厂资料:F内=2-3
查手册F内=1.5
对上述结果分析比较后:
取F内2 cm2
3) 浇道各基元的截面和尺寸的确定:
浇道各基元的截面比例取:
F内:F横:F直=1:1.06:1.17,则浇口截面积比(cm2)F内:F横:F直=2:2.12:2.22
以上是一件的比例,一箱四件,若按此比例倍增,将会造成直、横浇口过大。根据生产单位经验按增加50%计。
即一个横浇道浇2个件:2.15×1.5=3.18(cm2)
一个直浇道浇4个件:2.22×2.5=5.55(cm2)
经系列化后直浇道取φ28(6.15cm),横浇道为
(3.04 cm2)
内浇口开2个,一个开筋处,一个开法兰处,按照开设处的情况,最后确定内浇口尺寸为:
文字说明与设计步骤
(0.42 cm2) (1.53 cm2)
8、冒口及工艺出品率核算:
零件壁厚较均匀,不需设计冒口,为便利型腔排气,设计四个φ5、长度为50mm的出气孔。
工艺出品率=铸件重/铸件重+浇冒口重=0.8
三、型、芯砂和涂料的种类、配方以及有关工艺的说明:
砂型采用煤粉单一砂,配方如下:
新砂 11.5% 旧砂 85% 膨润土 1%
煤粉 2.5% 水 4.5% (强度0.5~0.7kg/cm2)
芯砂采用合脂砂,配方如下:
新砂 98% 膨润土 1% 糊精 1%
合脂 3.8% 水 2% (平拉强度12~16kg/cm2)
砂芯涂料采用烘干涂料,即工业酒精加鳞片石墨粉,烘干的砂芯涂以一层快干涂料,涂完点火即可(3#芯不刷)。
型芯烘干工艺:
加热温度210 ℃ 保温时间1.5小时。
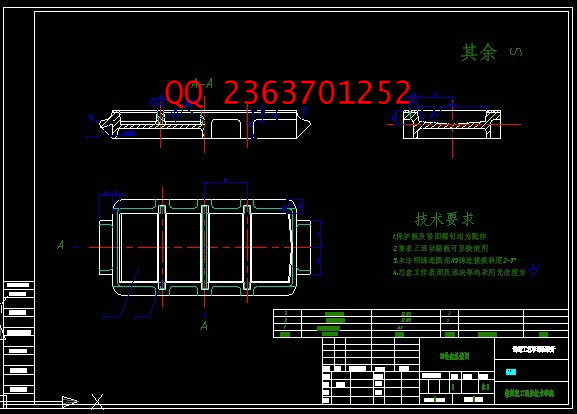
四、工艺装配设计要点说明:
1、模样所用材料及其主要轮廓尺寸的计算:
模样材料选ZL102
模样的尺寸=铸件尺寸×(1+0.1)。
2、模样壁厚及加强筋的确定:
查表此件模样壁厚应为8mm,考虑模样较小,故壁厚减至7mm。
加强筋选取6mm。
3、模底板材料、结构及其造型机的配合:
为了更换模板方便,选用快换模板,模板通过2个φ12孔用
销钉与模板框连成一体,模板框通过螺钉与工作合连接在一起。
由于砂箱箱口主要与模板框接触,故模板材料选用了容易加
| |
|
|
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看.
机械毕业设计|论文 | |
 |
 |
|
[要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
 | |
|
|
 |
|
|
      |
声明:根据《互联网传播权保护条例》本站,小林机械资料商城,所列资料均属原创者所有,仅供学习交流之用,请勿转载并做其他非法用途。
Powered
by 小林机械资料商城 © 2013-2020 All Rights Reserved.
客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1  |
|
|