|
���������
�ĵ�����:
Word��˵����һ�ݣ�60ҳ��Լ17000��
CAD�汾ͼֽ����18��
ͼ�� ͼ�� ����
����ṹͼ QGD160-01 1
�ּܽṹͼ QGD160-02 1
��·ϵͳͼ QGD160-03 1
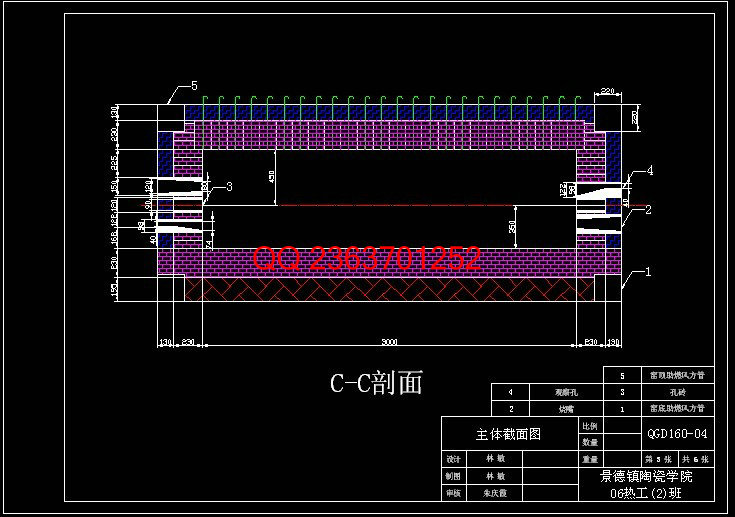
�������ͼ QGD160-04 6
�����ּܽṹͼ QGD160-05 1
����ש�ṹͼ QGD160-06 1
�ճ�����ʾ��ͼ QGD160-07 1
����ש�ṹͼ QGD160-08 1
��ש�ṹͼ QGD160-09 1
�ۻ�ש�ṹͼ QGD160-10 3
����ϵͳ�ṹͼ QGD160-11 1
�ܼ� 18
ժҪ
�ؼ��ʣ�����Ҥ������
�����˵���������Ƶ��ղ�12000ƽ���ײ���ש����Ҥ����˵����
Ҥ���������ȸִ����͵���ש�ĵ����ṹ��Ϊ�˽���ȫҤ������ʧ��С��λ��Ʒ�Ⱥģ�ȫҤ�����������ͻ���ϡ�ȼ����0#���ͣ����ø��ٵ����������Ʒ����������ǿ��Ҥ¯�ڲ����ȣ�ͬʱ�Ը�������ɽ�һ������ʹҤ���¶Ⱦ�����߳�Ʒ�ʣ��Ӷ��ﵽ���ܵ�Ŀ�ġ�
Ϊ��Ч���������ȣ���Ҥ¯ǰ�β��ü������̵ķ�ʽ�������ڻ���β��ó��ȿ����ķ�ʽ����ȴ��Ʒ����������Ҳ�ɼ������á� ��ȫҤ�Ŀ��Ʋ��ü�����Զ�������ʵ�֣�������˲�Ʒ�ij�Ʒ���ֽ��͵Ĺ�����Ա�Ĺ���ǿ�ȣ������������ɱ���
������ص㣺����߲�Ʒ������ͬʱ���͵�λ��Ʒ�Ⱥģ�ʵ���մ���ҵ�ϵ�“��ɫ������������”��
Abstract
Key word: The roller kiln, energy conservation
This design is dayly produces12,000 square meter wood grain brick roller kiln .
The crown uses the high-temperature steel to put on the light suspended ceiling brick the suspended ceiling structure, in order to reduce the entire kiln the heat lose to reduce the unit product to consume hotly, the entire kiln uses the light quality fire-proof material. Because the fuel uses the 0 # diesel oil is the clean fuel uses the high velocity modulation warm burner nozzle to carry on the bare fever to the product to strengthen the kiln stove interior heat transfer, simultaneously may further adjust to the high speed burner nozzle makes in the kiln the temperature to enhance the rate of finished products evenly, thus achieves the energy conservation the goal.
Is hot for the effective use haze, the section selects the method in front of the kiln stove which the disperser discharges fume, moreover uses in the slow cold section pulls out the hot air the way to cool the product, also may perform to the hot haze to use. Uses the computer automatic control to the entire kiln control to realize, both enhanced staff's working strength which the product rate of finished products and reduces, reduced the production cost.
This design characteristic: While improves the product quality to reduce the unit product to consume hotly, realizes in the ceramic profession “the green, the environmental protection, the energy conservation”
Ŀ ¼
ǰ �� 7
������ 8
1 Ҥ����Ҫ�ߴ��ȷ�� 9
1.1 ��Ҥש���ߴ� 9
1.2 �ڿ���ȷ������ש���� 9
1.3 �ڸߵ�ȷ�� 9
1.4 �ճ��ƶȵ�ȷ�� 10
1.5 Ҥ������������ȷ�� 10
1.5.1 Ҥ����ȷ�� 11
1.5.2 ��������ȷ�� 11
1.5.3 ����ҤҤͷ��Ҥβ����̨���� 12
1.5.4 Ҥ���ܳ��ȵ�ȷ�� 13
2 ����ϵͳ��ȷ�� 14
2.1 ����ϵͳ 14
2.2 ȼ��ϵͳ 14
2.2.1 ��������� 14
2.2.2 ��ȼϵͳ 14
2.2.3 0#��������ϵͳ 15
2.3 ��ȴϵͳ 15
2.3.1 ����ͨ��ϵͳ 15
2.3.2 ����ͨ��ϵͳ 15
2.3.3 ����ͨ��ϵͳ 16
2.4 �¶ȿ���ϵͳ 16
2.4.1 �ȵ�ż������ 16
2.4.2 �¶��DZ�ѡ�� 16
2.5 ����ϵͳ 17
2.5.1 ������ѡ�� 17
2.5.2 ����װ�� 17
2.5.3 �����ȷ�� 18
2.5.4 ������������ʽ 18
2.5.5 �������� 18
2.6 Ҥ�帽���ṹ 18
2.6.1 �¹ʴ����� 18
2.6.2 �۲������¿� 19
2.6.3 ���ͷ� 19
2.6.4 �µ�ǽ���ϵ��� 20
2.6.5 �ּܽṹ 20
2.6.6 ��ѹ�� 20
3 Ҥ�����ȷ�� 21
3.1 Ҥ�����ȷ��ԭ�� 21
3.2 ����Ҥ¯�IJ��ϱ� 23
4 ȼ�ϼ�ȼ�ռ��� 24
4.1 ���ۿ��������㣺 24
4.2 ���������� 24
4.3 ȼ���¶ȼ��� 24
5 ����ƽ����� 26
6 ��ƽ����� 27
6.1 ��ƽ��ʾ��ͼ 27
6.2 ��������Ŀ 28
6.2.1 ����������� 28
6.2.2 ȼ�ϴ��뻯ѧ�ȼ����� 28
6.2.3 ��ȼ������������ 28
6.2.4 Ԥ�ȴ�©������������� 29
6.3 ��֧����Ŀ 29
6.3.1 ����Ʒ�������� 29
6.3.2 Ҥ��ɢʧ�� 29
6.3.3 �ﻯ��Ӧ���� 33
6.3.4 ������������ 33
6.3.5 ��������ʧ 34
6.4 ����ƽ�ⷽ�̲���� 34
6.5 ����ƽ��� 35
6.6 ��ƽ��ʾ��ͼ 35
6.7 ������ 36
6.7.1 ��Ʒ��������� 36
6.7.2 ��ȴ��������� 36
6.8 ��֧�� 36
6.8.1 ��Ʒ�������� 36
6.8.2 �ȷ���ʱ���ߵ����� 37
6.8.3 Ҥ��ɢʧ���� 37
6.8.4 ��Ҥ�岻���ܴ�©�������������� 39
6.9 ����ƽ�ⷽ�� 39
6.10 ����ƽ��� 40
7 �ܵ��ߴ��Լ���������ͷ��ѡ�� 41
7.1 ���̷���Ĺܵ��ߴ硢�������� 41
7.1.1 �ܵ��ߴ� 41
7.1.2 �������� 42
7.1.3 �����ѡ�� 43
7.2 ����ϵͳ��·�ߴ�ȷ���������ѡ�� 44
7.2.1 0#�������ܾ��ļ��� 44
7.2.2 ��ȼ��ܼ��� 44
7.2.3 ������ܼ���.....................................................................................45
7.2.4 ��ȴ����ܼ��� 46
7.2.5 ���ѡ�� 49
8 ���̲��ϸ��� 51
8.1 Ҥ����ϸ��� 51
8.2 �ֲĵĸ���......................................................52
ǰ ��
���ž��ò��Ϸ�չ����������ˮƽ�IJ�����ߣ��մɹ�ҵ�����������������ж�ռ����Ҫ��λ���մɵķ�չ��Ҥ¯�ĸĸ�������أ�һ���ṹ�ص��Ҥ¯�ճ�һ��Ʒ�ʵ��մɡ������ȷѡ���ճ�Ҥ¯�ǻ������������Ʒ�Ĺؼ���
�մ�Ҥ¯�ɷ�Ϊ����:һ���Ǽ�ЪʽҤ¯,������ʽҤ;��һ��������ʽҤ¯,�������Ҥ������Ҥ����Ҥ���¶ȳ����ȣ��Ӷ���֤�˲�Ʒ������ҲΪ�����ṩ��������������Ҥ�пա����յķ�ʽʹҤ�ڴ��������봫��Ч�ʴ��ֱ�֤�˿��յ�ʵ�֣��������ֱ�֤�˲������������ܺġ���Ʒ��λ�ܺ�һ����2000��3500 KJ/Kg ������ͳ����Ҥ��ߴ�5500��9000 KJ/Kg �����ԣ�����Ҥ�ǵ�ǰ�մɹ�ҵ�����ʡ��߲��������ĵ��Ƚ�Ҥ�ͣ����ҹ��ѵõ�Խ��Խ�㷺��Ӧ�á�
�ճ����մ��������Ƿdz���Ҫ��һ�������ճɹ�������Ӱ���Ų�Ʒ�����������ճɹ����У��¶ȿ���������Ҫ�Ĺؼ���û�к������ճɿ��ƣ���Ʒ�����Ͳ�������ܵ͡�Ҫ��õ��ȶ��IJ�Ʒ��������߲���������Ҫ�з��ϲ�Ʒ���ճ��ƶȡ�Ȼ�����ά��һ����Ҥ��ѹ���������Ҫά���ʵ������ա�
����ƵĹ���Ҥ������ʽҤ��Ҥ¯�ܳ�160�ף��ڿ�3.0�ף��ճ��¶���1180���϶ȡ�ȼ�ϲ���0#���͡�����ƵĹ���Ҥ��Ҥ���������ͻ���ȼ�������ճ������ã������ߣ��ղ�����12000ƽ���ס�ȫҤ���������ͻ���ϣ�������Ҥ¯�ı����ԡ�
�������մ�ѧԺ��ҵ��ƣ����ģ�������
Ժ��ϵ�� ���Ͽ�ѧ�빤��ѧԺ 2009 ��12��4��
רҵ �����붯������ �༶ 06�ȹ�(2)��
ѧ������ ���� ָ����ʦ ����ϼ
��Ŀ �ղ�12000M2����ש���չ���Ҥ���
��Ҫ�о����ݺ���Ƽ���������
һ������ש
1����ɣ�%��
SiO2 Al2O3 CaO MgO Fe2O3 K2O Na2O I.L
68.35 16.27 2.30 2.65 0.85 2.2 2.15 4.85
2�� ���400*400*8mm, ����3����/�飻
3�� ˮ�֣���1%
4�� ��Ʒ�ϸ��ʣ�95%
5�� �ճ����ڣ�40���ӣ�ȫ�������գ�
6�� ����ճ��¶ȣ�1180�棨�¶������Զ���
����ȼ��
0#���ͣ�Qnet=40176KJ/Kg
����Ҫ���ɹ�Ҫ��
1�� ͨ����Ƽ���ȷ��Ҥ����ϼ���ȡ���Ҫ�ṹ�ߴ硢��·ϵͳ�ȣ�
2�� ȷ������ϵͳ���ţ���д���˵���飬����ӡ�����
3�� ������ͼֽһ�ף�Ӧ����������ṹͼ����·ϵͳͼ���ּܽṹͼ������ͼ������שͼ����������ĸ���ͼ��
4�� ���˵������Ӧ��Ӣ��ժҪ��ͼֽ������Ӧ��һ��CAD��ͼ��
5�� ��������������롣
�������ȼƻ���
�����ܣ����ġ��ռ�������йص��������ϣ�
���填���ܣ�������Ƽ��㣬��д˵������壻
�ڰˡ�ʮ���ܣ�����Ҥ��ṹͼ������ͼ�ȣ�
��ʮ���ܡ�ʮ���ܣ����Ƹּܽṹ����·ϵͳͼ������ש������ͼ��
��ʮ���ܣ�ͼֽ��ī��˵����������
��ʮ���ܣ�����硣
1 Ҥ����Ҫ�ߴ��ȷ��
1.1 ��Ҥש���ߴ�
��Ʒ���400×400×8 mm
��Ʒ����400mm�������ճ�����Ϊ10%��,��
����ߴ�=��Ʒ�ߴ�÷��1-�ճ�������=400÷��1-10%�� mm
1.2 �ڿ���ȷ������ש����
�������ڵĹ����Ȳ������ܵ���ߣ��ҹ���Ҥ�����õ����ṹ�����Դ˴���Ƴɿ������Ҥ���ٸ��ݲ��������õ�ȼ�ϵ����أ������ݶ�Ҥ�ڿ�B =3000mm ����������Ҥǽ�ڱ�һ����100��200 mm ��϶��ȡ168 mm�������˽⣬����������ǽ�����һ�𣬲�û������϶�������ڿ�����ש���ߴ�×ÿ��Ƭ����ש����Ҥ�ڱڵļ�ࡣ
�����ש��Ϊ�� Ƭ
��ȷ������6Ƭ����Ҥ�ڿ� B=444×6+168×2=3000 �L
���Ҥ�ڿ�Ϊ 3000 mm��
1.3 �ڸߵ�ȷ��
����Ҥ���ڸ߱����ӷָ��ɹ��ϸߺ��¸������֡����ڹ��ϸߵ����ã�Ҫ���������ĸ����棺�������ܷ�˳���ӹ���֮�����ȥ�����������ҲҪ��һ���ĸ߶ȣ�����������֮��Ļ���ǿ�ȣ�����ͨ����ȼ�տռ䡣�����ڹ��¸ߵ����ö��ԣ���Ҫ���������ܷ�˳���ӹ���֮�����ȥ����֤�����¹ʵķ��㡣�Ӵ��ȽǶ��������ճɴ��Է���Ϊ��������������Ҫ��㣬�ڸ��Ը�Щ����Ԥ�ȴ��Զ�������Ϊ���������ڸ߱��ճɴ��ͣ�ʹ�ú�����С�����ټӿ죬��߶�������ǿ�ȡ��ٽ�����������棬�ڸߵ��������£���λmm����
�¶Ƚϵʹ���Ԥ�����¶�20��900��
��ȴ���¶�700��80��
�¶Ƚϸߴ����ճ����¶�900��1180��
���併�¶�1180��700��
|