|
文档包括:
说明书一份,33页,约15000字
任务书
工艺卡一份
CAXA图纸共18张
总体设计要求及技术要点:
设计要求:
本设计要求进行产品工艺分析,制定合理加工工序,进行必要的工艺计算,进行工装结构设计及各零部件的设计,绘制装配图及零件图,编写毕业设计说明书。
技术要点:工艺方案确定;工艺尺寸计算;工装结构设计
工作环境及技术条件:
工作环境:教室、实验室、图书馆、实习工厂等
技术条件:
1. 学习的相关知识,包括:塑料模具的相关知识,机械加工知识。塑料模具及设备、材料成型技术、塑料成型工艺与模具、模具的设计及计算,模具制造工艺等专业知识;此外,还需运用已学的Pro/Engineer、moldflow等软件,在绘制模具装配图和零件图时可以使用Pro/Engineer软件,运用moldflow这一软件可以对成型性能进行模流分析。
2.已有的实践,包括生产实习、课程设计等。
3.现有设备,包括注塑机、各类模具、多种成型设备(数控加工中心、数控铣床、电火花、线切割等)。
工作内容及最终成果:
工作内容:
1. 查阅文献,撰写外文翻译、文献综述和开题报告;
2. 画出塑件图;进行注塑件工艺分析;确定工艺方案及工艺计算;选择、校核设备,并进行
模具零件尺寸计算;绘制模具装配图;绘制零件工作图;编制主要成型零件制造工艺;
3. 撰写毕业设计说明书,准备答辩。
最终成果:外文翻译(不少于0.3万字)、文献综述(不少于0.2万字)、开题报告;装配图,零件图,产品注塑成形工艺一套,设计说明书一份(不少于0.8万字)。
(注:工程绘图量折合成A0号图纸不少于1.5张,其中至少两张装配图)
时间进度安排:
第七学期:
第9周:下达毕业设计任务书
第9周-11周 查阅文献资料,进行相关调研,完成外文翻译、文献综述和开题报告。
第12周:开题,开始进行毕业设计
第八学期 :
第16周 上交所有毕业设计资料(毕业设计说明书或论文、图纸等)
第18周 毕业答辩
摘 要
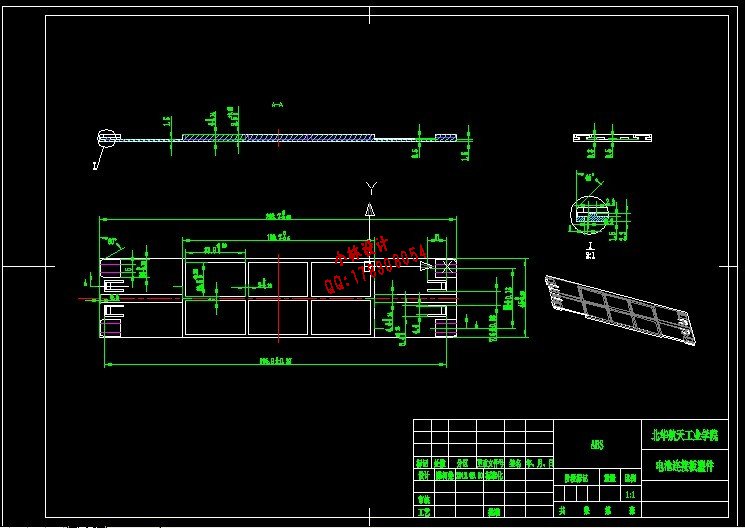
本次设计要对电池连接板进行工艺分析和模具设计,首先介绍了立项背景与设计主要技术条件及参数,然后介绍了设计的整体思路。第三章电池连接板模具设计是本次设计的重点,在这章里先对塑件进行了模流分析,各方面分析结果表示设计方案是可行的,然后对整套模具进行了全面的设计,最后对注射机的有关参数进行了校核,各个参数均能满足要求。
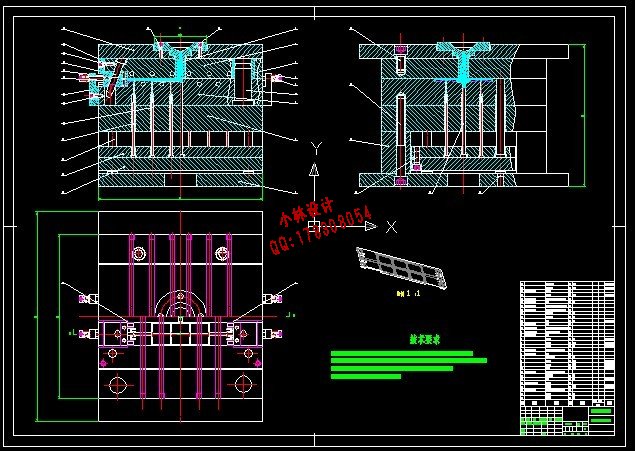
根据塑件结构特点,模具采用单分型面注塑模,一模二腔,利用斜导柱导出侧型芯,顶杆顶出塑件,能够满足实际中大批量生产,有很高的生产效率。
关键词: 电池连接板 注塑模具 模流分析 一模二腔 侧型芯
Abstract
The author will analyze the process and design injection mold for the Cell Connector during the design. In this paper, the background of the project and main engineering parameters were introduced firstly, and then the whole idea was introduced. The designing injection mold for the connection block in the third section is the key of this paper. Firstly, the cell connector progress was analyzed by using mold-flow in this section and all the results are reasonable, then all parts of the injection mold were designed; at last, the parameters about the injection machine are reasonable.
According to the structure of the Cell connecter, the injection mold has one parting surfaces and two cavities. The side cores were derived by using the oblique guide column and the plastic parts were ejected by plunger. The mold is efficient in the processing.
Key words: Cell connecter injection mold mold-flow two cavities side core
目 录
摘要┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ Ⅰ
Abstract ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ Ⅱ
第1章 绪论 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 1
1.1 立项背景 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 2
1.2 设计主要技术条件及参数 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 2
第2章 总体设计思路及总体技术方案设计 ┈┈┈┈┈┈┈┈┈┈┈┈┈ 4
第3章 电池连接板注塑模具设计 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 5
3.1塑件材料性能分析 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 5
3.2塑件结构工艺性分析 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 6
3.3对单个塑件进行模流分析 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 7
3.3.1 对塑件进行网格划分 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 8
3.3.2 进行最佳浇口位置分析 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 9
3.4 塑件精度及公差确定 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 10
3.5 塑件体积及质量计算 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 10
3.5.1 单个塑件 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 10
3.5.2 四个塑件和浇注系统凝料 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 10
3.6 初选注塑成型机的型号和规格 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 11
3.7 确定型腔数量及排列方式 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 12
3.8 模具结构形式的确定 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 12
3.9 注射模详细设计 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 13
3.9.1 分型面位置的确定 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 13
3.9.2 确定浇注系统尺寸 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 14
3.9.3 对一模两腔结构进行模流分析 ┈┈┈┈┈┈┈┈┈┈┈ 15
3.9.4 成型零件尺寸计算 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 20
3.9.5 合模导向及定位机构的设计 ┈┈┈┈┈┈┈┈┈┈┈┈┈ 22
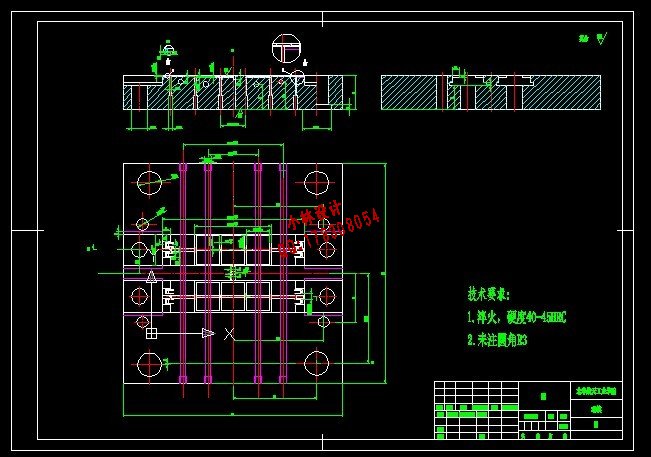
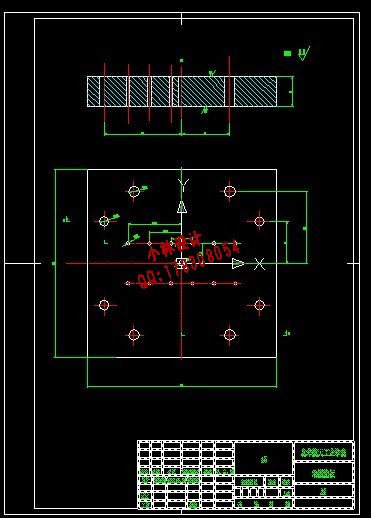
3.9.6 确定型腔、型芯的结构和固定方式 ┈┈┈┈┈┈┈┈┈┈ 24
3.9.7 确定顶出机构 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 24
3.9.8 排气机构的设计 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 25
3.9.9 温度调节系统设计 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 25
3.9.10 注射机有关参数的校核 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 26
结论 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 27
致谢 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 28
参考文献┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 29
第1章 绪 论
本设计题目是电池连接板塑料模具设计,塑件材料是ABS,精度等级为一般精度(4级精度),制品要求外观表面光泽,无杂色,无收缩痕迹,生产批量为大批量生产,试设计注射成型模具。
ABS塑料是丙烯腈、丁二烯和苯乙烯的三元共聚物。这三种组分的各自特性,使ABS塑料具有“硬韧刚”的综合力学特性。ABS无毒、无味,成型塑件光泽性好。密度为1.02~1.05g/cm3。ABS有良好的机械强度和一定的耐磨性、耐寒性、耐油性、耐水性、化学稳定性和电气性能。其尺寸稳定性好,易于成型加工。水、无机盐、碱、酸类对ABS几乎无影响。根据ABS塑料中三种组分之间的比例不同,其性能也略有差异,从而适应各种不同的用途。根据应用不同,ABS塑料可分为超高抗冲击型、高抗冲击型、中抗冲击型、抵抗冲击型和耐热型等。ABS为热塑性材料,密度为 ,抗拉强度 ,抗弯强度 ,拉伸弹性模量 ,弯曲弹性模量 ,收缩率为 ,常取 。该材料综合性能好,即冲击强度高,尺寸稳定,易于成型,耐热和耐腐蚀性能也较好,并有较好的耐寒性。
从第一个塑料产品赛璐珞诞生算起,塑料工业迄今已有120年的历史。塑料制品发展历史短,但发展速度惊人。2006年,中国塑料产量为2801.9万吨,比上年同期增长18.65%。现在塑料已成为在钢铁、木材、水泥之后的第四大工业基础材料。
近年来无论在注塑理论和实践方面,还是在注塑工艺和成型设备方面都有较深的研究和进展。
注塑时,首先遇到的是注塑的可成型性,这是衡量塑料能否快速和容易地成型出合乎质量要求的产品。并希望能在满足质量要求的前提下,以最短注塑周期进行高效率生产。
目前,注塑成型技术是塑料加工中最常用的方法之一,可用来生产间几何形状非常复杂的塑料制件。近年来,各种注塑成型技术取得了显著的进步,其发展总趋势是不断满足高分子制品向高度集成化、高精密化、高产量等方面发展的要求,实现对制品材料的聚集态、相形态、组织形态等方面的控制,或实现对制品进行异质材料的复合,最大程度地发挥聚合物的特性,达到制品高性能的目的。深入研究塑料注塑成型技术与注塑成型设备,克服制品中的缺陷,对科技进步与人们高标准的生活要求有重要意义。
随着国民经济的发展,人们对塑料制品的需求日益提高,作为塑料制品成型加工中最为普遍的注塑成型工艺技术,在不断注入高新技术的基础上,今年来获得了长足的进步,塑料注塑制品已成为国民经济建设、国防建设和人们日常生活中不可短缺的用品,且对其需求程度越来越大。
1.1 立项背景
图1-1塑件图
|