| 小林设计素材网
客服QQ:178308054 Email:178308054@qq.com 机械设计资料 |
相信专业,相信小林 | 小林机械资料网竭诚为您服务! |
|
|
 |
| 首页
| 工艺夹具
| 数控编程
| 注塑模具
| 冲压模具
| 机械机电
| 土木工程
| 采矿通风
| 其他专业
| 购买流程
| 信誉说明
| 付款账号
| 加盟
|
 |
|
|
| 您现在的位置: 主页 > 注塑模具 > |
|
设计名称 |
电器盒盖塑料注射模设计
|
|
|
设计编号 |
e054
|
|
设计软件 |
AutoCAD,
Word |
|
包含内容 |
见右侧图片
|
|
说明字数 |
6100字 |
|
图纸数量 |
见右侧图片
|
|
推荐指数 |
较高 |
|
价格: |
价格优惠中 |
|
整理日期 |
2013.09.26 |
|
整理人 |
小林 |
|
购买流程 |
<查看如何购买本站设计> | |
|
设计简介 |
设计描述:
Word版说明书一份,
外文翻译一份
CAD版本图纸,共6张:
题目: 电 器 盒 盖 注 射 模 设 计
任务与要求:
1、进行零件的成型工艺性分析
2、模具类型及结构的分析与选择;
3、基本参数的计算及注射机的选用
4、、模具结构草图的绘制
5、模具与注射机关系的校核
6、模具零件的必要计算
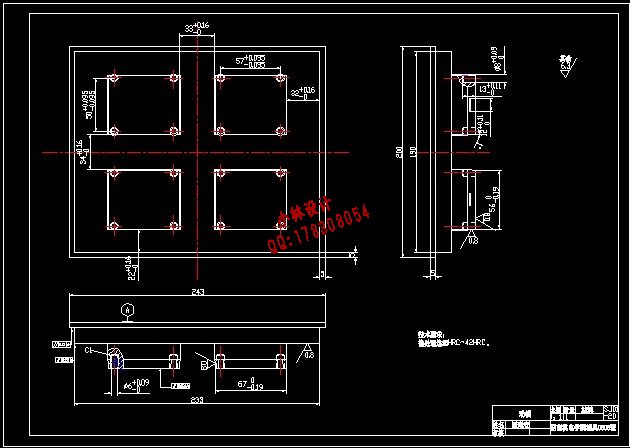
7、选择标准模架图
8、绘制所有成型零件及抽芯滑块零件图并编制机械加工工艺卡
9、编写设计计算说明书一份,不得少于4000字
(产品零件图见附页)
一、塑件的成型工艺分析
Ⅰ、塑件成型工艺性分析
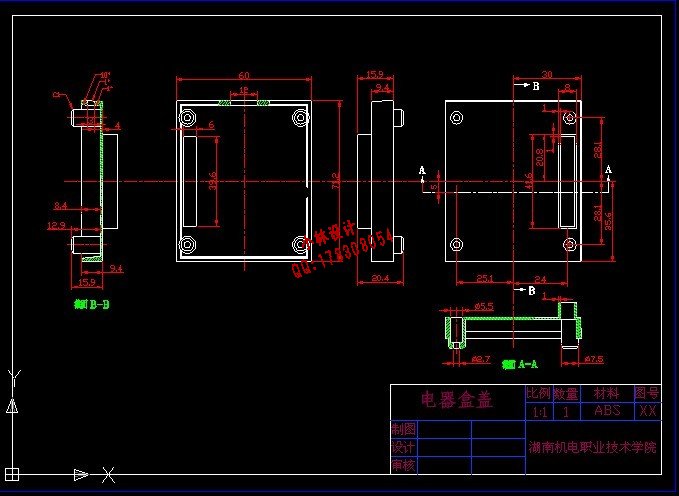
1.塑件(电器盒盖)分析
1).塑件
如图1-1所示。
2).塑件原图中有四处不详,如图所示:
与指导老师商议后,将①处改为13.9mm;将②处增加一个尺寸取0.56mm;将③处增加两个尺寸取2.15mm(侧壁厚);将④处增加一个尺寸取1mm(底厚)。
3).塑件名称
ABS(丙烯腈-丁二烯-苯乙烯共聚物)。
4).色调
不透明,微黄色,成型的塑件有较好的光泽,经过调色可配成任何颜色。
5).生产纲领
中等批量(20万件/年)。
6).塑件的结构及成型工艺性分析
⑴ 结构分析如下
①该塑件为电器盒盖,外表面要求光滑(采用一模一腔,在塑件外表面浇口处会有明显的注射痕迹)。塑件属于薄壁类,成型时注射压力要求较高。
②该塑件外形是一长方形盒盖类零件,在一侧短边壁有长方形通孔。
⑵成型工艺分析如下
①精度等级。采用一般精度5级(塑件的精度取自由精度。塑料制件的尺寸公差可依据SJ1372—78塑件公差数值标准进行设计。查塑件公差数值表,可取该塑件的精度等级为5级。由于模具尺寸精度比塑件尺寸精度高2—3级。 查标准公差值表,取模具尺寸精度为IT11级)。
②脱模斜度。该塑件本身设计有脱模斜度,其内外表面的脱模斜度为1度。查参考文献《中国模具设计大典》,脱模斜度合理。
Ⅱ.热塑性塑料(ABS)的注射成型过程及工艺参数
1.注射成型过程
⑴成型前的准备。对ABS的色泽、细度和均匀度等进行检验。由于ABS易于吸水,成型前应进行充分的干燥,干燥至水分含量<0.3%。干燥条件:真空度为9.3×105MPa,烘箱温度为70度-80度左右。料层厚度<25mm,干燥时间8h-12h。
⑵注射过程。塑料在注射机料筒内经过加热、塑化达到流动状态后,由模具的浇注系统进入模具型腔成型,其过程可以分为充模、压实、保压、倒流和冷却5个阶段。
⑶塑件的后处理。采用调湿处理,其热处理条件查参考文献《中国模具设计大典》中的表8.7-10有处理介质为油;处理温度为120℃;处理时间为15min。
| |
|
|
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看.
机械毕业设计|论文 | |
 |
 |
|
[要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
 | |
|
|
 |
|
|
      |
|
声明:根据《互联网传播权保护条例》本站,小林机械资料商城,所列资料均属原创者所有,仅供学习交流之用,请勿转载并做其他非法用途。
Powered
by 小林机械资料商城 © 2013-2020 All Rights Reserved.
客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! |
|
|