| 小林设计素材网
客服QQ:178308054 Email:178308054@qq.com 机械设计资料 |
相信专业,相信小林 | 小林机械资料网竭诚为您服务! |
|
|
 |
| 首页
| 工艺夹具
| 数控编程
| 注塑模具
| 冲压模具
| 机械机电
| 土木工程
| 采矿通风
| 其他专业
| 购买流程
| 信誉说明
| 付款账号
| 加盟
|
 |
|
|
| 您现在的位置: 主页 > 注塑模具 > |
|
设计名称 |
旋纽模具的设计
|
|
|
设计编号 |
F171
|
|
设计软件 |
AutoCAD,
Word |
|
包含内容 |
见右侧图片
|
|
说明字数 |
5000字 |
|
图纸数量 |
见右侧图片
|
|
推荐指数 |
较高 |
|
价格: |
价格优惠中 |
|
整理日期 |
2013.09.26 |
|
整理人 |
小林 |
|
购买流程 |
<查看如何购买本站设计> | |
|
设计简介 |
设计描述:
文档包括:
Word版说明书一份,
外文翻译一份
CAD版本图纸,共15张
旋纽模具的设计
塑件的材料采用聚甲基丙烯酸
甲酯,属热塑性塑料,该塑料具有
如下的成型特性:
无定形料、吸湿性大、不易分解。
质脆、表面硬度低。
流动性中等,溢边值0.03mm左右
,易发生填充不良、缩孔、凹痕、
熔接痕等缺陷。
宜取高压注射,在不出现缺陷的条件下宜取高料温、模温,可增加流动性,降低内应力、方向性,改善透明度及强度。
模具浇注系统应对料流阻力小,脱模斜度应大,顶出均匀,表面粗糙度应好,注意排气。
质透明,要注意防止出现气泡、银丝、熔接痕及滞料分解、混入杂质。
2、塑件的结构和尺寸精度及表面质量分析
1)塑件的结构分析
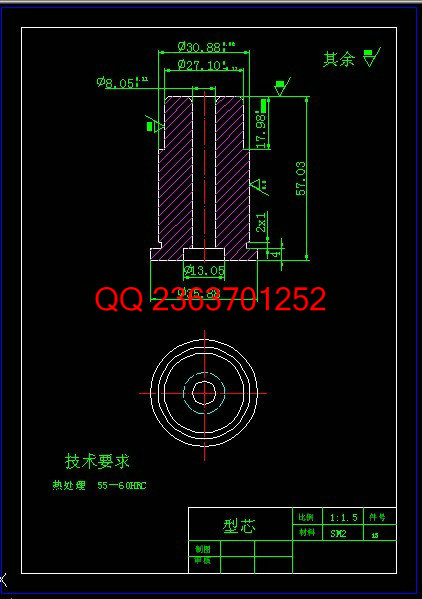
该零件的总体形状为圆形,结构比较简单。
2)塑件尺寸精度的分析
该零件的重要尺寸,如,30.9±0.09mm的尺寸精度为3级,次重要尺寸3.75±0.07mm的尺寸精度为4级,其它尺寸均无公差要求,一般可采用8级精度。
由以上的分析可见,该零件的尺寸精度属中等偏上,对应模具相关零件尺寸的加工可保证。从塑件的壁厚上来看,壁厚最大处为4.5mm,最小处为2.25mm,壁厚差为2.25mm,较为均匀。
3)表面质量的分析
该零件的表面要求无凹坑等缺陷外,表面无其它特别的要求,故比较容易实现。
综上分析可以看出,注射时在工艺参数控制得较好的情况下,零件的成型要求可以得到保证。
3、塑件的体积重量
计算塑件的重量是为了选用注射机及确定模具型腔数。
计算得塑件的体积:V=9132mm3
计算塑件的质量:公式为W=Vρ
根据设计手册查得聚甲基丙烯酸甲酯的密度为ρ=1.18kg/dm3,故塑件的重量为:
W=Vρ
=9132×1.18×10-3
=10.776g
根据注射所需的压力和塑件的重量以及其它情况,可初步选用的注射机为:SZ-60/40型注塑成型机,该注塑机的各参数如下表所示:
理论注射量/cm3 60 移模行程/mm 180
螺杆直径/mm 30 最大模具厚度/mm 280
注射压力/Mp 150 最小模具厚度/mm 160
锁模力/KN 400 喷嘴球半径/mm 15
拉杆内间距/mm 295×185 喷嘴口孔径/mm φ3.5
4、塑件的注射工艺参数的确定
根据情况,聚甲基丙烯酸甲酯的成型工艺参数可作如下选择,在试模时可根据实际情况作适当的调整。
注射温度:包括料筒温度和喷嘴温度。
料筒温度:后段温度t1选用180℃
中段温度t2选用200℃
前段温度t3选用220℃
喷嘴温度:选用220℃
注射压力:选用100MP
注射时间:选用20s
保压时间:选用2s
保压: 80MP
冷却时间:选用28s
总周期: 50s
二、型腔数的确定及浇注系统的设计
1、分型面的选择
| |
|
|
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看.
机械毕业设计|论文 | |
 |
 |
|
[要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
 | |
|
|
 |
|
|
      |
声明:根据《互联网传播权保护条例》本站,小林机械资料商城,所列资料均属原创者所有,仅供学习交流之用,请勿转载并做其他非法用途。
Powered
by 小林机械资料商城 © 2013-2020 All Rights Reserved.
客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1  |
|
|