 |
|


|
设计名称 |
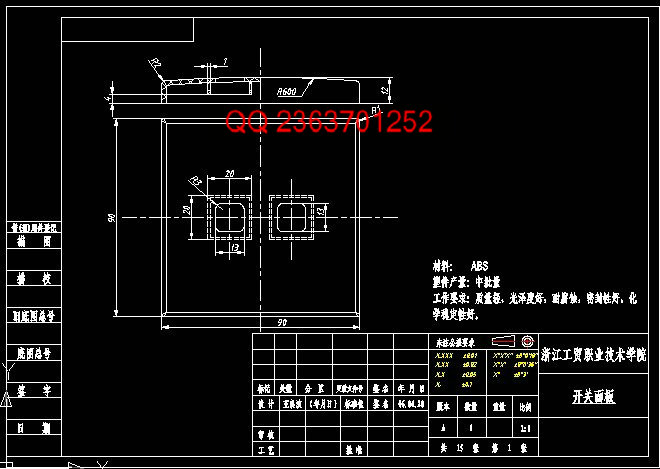
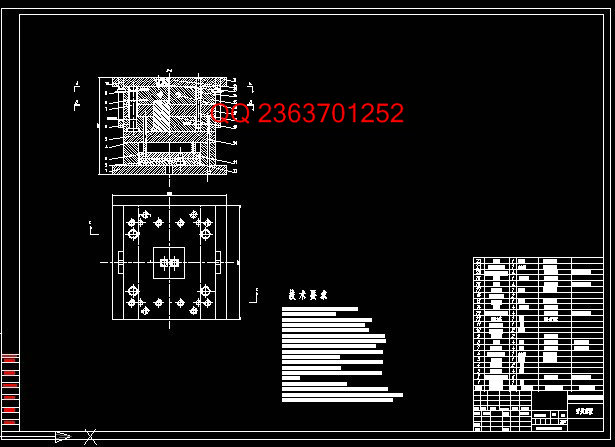
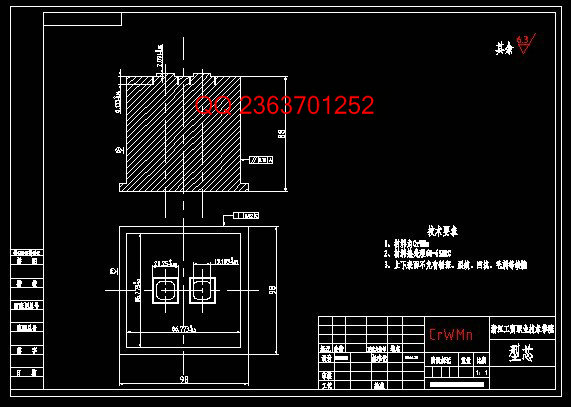
壁式电源开关面板注塑模设计 |
 |
|
设计编号 |
u137 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
6700字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
9.26 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
设计描述:
CAD版本图纸,共15张
目 录
引言 该材料为丙烯腈-丁二烯-苯乙烯共聚物(ABS),密度为1.02-1.05g/cm3,无毒、无味、呈黄色,成型的塑件有较好的光泽。ABS有良好的机械强度和一定的耐磨、耐寒、耐水、耐油、化学稳定性和电气性能,而且有一定的硬度和尺寸稳定性,易于成型加工。其缺点是耐热性不高,紫外线作用下易变硬发脆。其成型特点是:在升温时粘度增高,所以成型压力较高;ABS易吸水,故成型加工前应该进行干燥处理;ABS易产生熔接痕,模具设计时应注意尽量减少浇注系统对料流的阻力;在正常的成型条件下,壁厚、熔料温度对收缩率影响极小在要求塑件精度高时,模具温度可控制在50-60oC,而在强调塑件光泽和耐热时,模具温度应控制在60-80oC。ABS在机械工业上用来制造齿轮、外壳等。在汽车领域,用ABS制造汽车扶手、加热器等。 |
|
部分图纸 截图 |
   |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
