 |
|


|
设计名称 |
CA6140车床后托架加工工艺及镗三杠孔夹具设计 |
 |
|
设计编号 |
LL223 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
16000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
2017.3.24 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
文档包括:
说明书1份,共39页,约16000字左右
工艺卡一份
过程卡一份
CAD版本本图纸,共7张
摘 要
在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。本文对CA6140车床后托架进行了结构和工艺分析,确定了机械加工工艺路线,制订出了零件的制造工艺方案和机械加工工艺规程,并为加工零件上直径Φ40mm、φ30.2mm及φ25.5mm的三孔设计了一套专用镗床夹具。
关键词: 工序,工艺,加工余量,夹具,夹紧力
ABSTRACT
Enable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally. CA6140 lathe to stand here after a technical analysis of the structure and to determine the mechanical machining line, develop a parts manufacturing processes of the programme and mechanical machining and components for the processing of 40mm、30.2mm and 25.5mm diameter Kong design of a dedicated boring jig.
Keywords: The process, worker one, the surplus of processing, jig, clamp strength
目 录
摘 要 I
ABSTRACT II
第一章 零件的分析 1
1.1零件的作用 1
1.2零件的工艺分析 1
第二章 工艺规程设计 3
2.1确定毛坯的制造形式 3
2.2基面的选择 3
2.2.1粗基准选择应当满足以下要求: 3
2.2.2精基准选择的原则 3
2.3制订工艺路线 4
2.3.1工艺路线方案一 4
2.3.2工艺路线方案二 5
2.3.3工艺方案的比较和分析 5
2.4机械加工余量,工序尺寸及毛坯尺寸的确定 6
2.4.1底平面的偏差及加工余量计算 6
2.4.2正视图上的三孔的偏差及加工余量计算 6
2.4.3顶面两组孔加工余量计算 8
2.5 选择加工设备及刀具,夹具,量具 8
2.5.1粗、精铣A面 8
2.5.2镗三孔 9
2.5.3钻顶面四孔 9
2.6 确定切削用量及基本工时 9
2.6.1工序1: 粗铣,精铣底面 9
2.6.2工序2 粗、半精、精镗CA6140侧面三杠孔 11
2.6.3工序3:钻顶面四孔 15
2.6.4工序4:钻侧面两孔 18
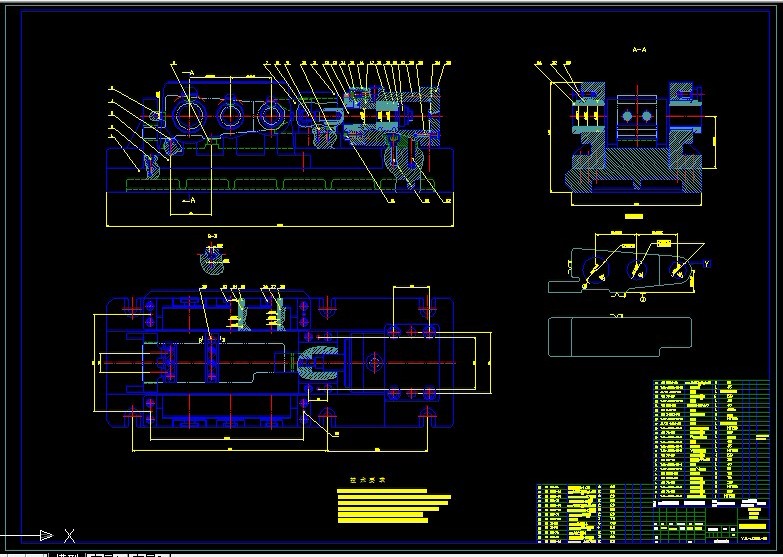
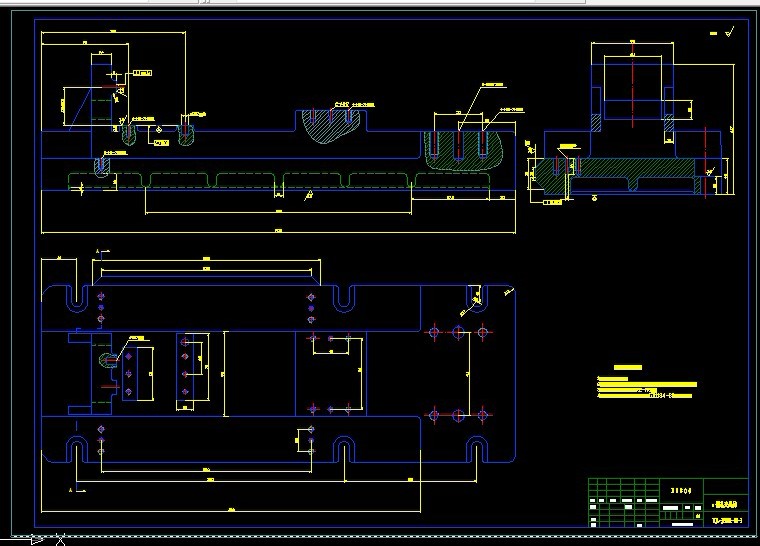
第三章 镗孔专用夹具的设计 21
3.1定位方案的确定 21
3.2定位元件确定 21
3.3 定位误差分析计算 22
3.4夹紧方案及元件确定 22
3.5对刀方案 22
3.6夹具体分析 22
3.7夹紧力的计算 22
3.8液压系统的设计 24
3.8.1活塞杆的设计 24
3.8.2缸体内径的计算 26
3.8.3 缸体壁厚的计算 26
3.8.4缸盖壁厚计算 27
3.8.5活塞行程的确定 28
3.8.6活塞杆导向长度的确定 28
3.8.7缓冲装置计算 28
3.9夹具设计及操作的简明说明 30
结 论 31
参考文献 32
致 谢 33
|
|
部分图纸 截图 |
    |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
声明:根据《互联网传播权保护条例》本站,小林机械资料商城,所列资料均属原创者所有,仅供学习交流之用,请勿转载并做其他非法用途。
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1 南京德龙屠宰设备
南京德龙屠宰设备
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
南京德龙屠宰设备