 |
|


|
设计名称 |
基于PLC高速全自动包装机的控制系统 |
 |
|
设计编号 |
S402 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
28000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
||
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
文档包括:
Word版说明书一份,共44页,约28000字
CAD版本图纸,共4张
摘 要
可编程控制器(PLC )作为控制系统的核心装置,功能强大、性能稳定可靠。在现代工业自动化生产中得到了广泛的应用。取得了理想的控制效果。
本论文以东莞佳鸣机械制造有限公司开发的高速全自动卷纸包装机控制系统为背景,理论与实践相结合,详细阐述了集PLC技术,变频器技术,光电感应技术,通信技术于一体的先进控制技术在该包装机控制系统中的应用。论文主要内容如下:1.概述了可编程控制器PLC的现状及其在包装机械上应用的可能性和前景。2.通过对卷纸包装机生产工艺流程的了解,统计其输入输出I/O点,然后进行PLC选型,硬件组态的设计。3.详细分析了包装纸放卷过程中的受力(尤其是张力)情况,并建立了数学模型,利用自适应控制原理实现了送料过程中的张力控制。4.在卷纸包装机中,卷纸和包装纸要求能同时到达工位1,这就产生了送料过程中的同步控制问题,在同步控制中,我们在卷纸供送系统的驱动轴上安装一个半圆形金属片,在侧面装上接近开关探头,通过判断每次光电传感器检测到色标时接近开关的输出状态,就能知道包装纸供送系统是滞后还是超前于卷纸供送系统,从而使伺服电机正、反转或不动,实现了送料过程中的同步控制。5.卷纸的包装是一个典型的顺序控制,因此我们利用一个移位寄存器,使工艺盘的每一个V形槽对应一个二进制位,通过移位寄存器的移动,实现了包装过程的程序控制。6.利用Siemens公司的编程软件Step7、软件WinCC及其通信功能设计了包装过程以完成数据的采集并控制输出设备安全、高速、高效地运行,实现了该包装过程的监视功能。经过我们的努力,卷纸包装机控制系统的设计己经完成。并且经过了严格的测试,在实验室的模拟运行中,取得了良好的控制效果。使该机无论从功能上还是效率上都获得了质的提高,基本达到了九十年代末期国际先进水平,较好地实现了厂方提出的控制要求。
关键词:包装机;PLC;张力控制;自适应控制;同步控制;WinCC; Step7。
目 录
摘要┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈1
ABSTRACT┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈2
目录┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈3
第一章 绪论┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈5
1.1可编程控制技术的现状┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈5
1.2可编程控制技术的发展趋势┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈6
1.3 PLC与其它工业控制系统的比较┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈6
1.3.1 PLC与继电器控制系统的比较┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈7
1.3.2 PLC与单片机控制系统比较┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈7
1.3.3 PLC与计算机控制系统的比较┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈8
1.3.4 PLC与集散型控制系统的比较┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈8
1.4卷纸包装机产生的背景及意义┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈8
1.5 PLC在包装机械上应用的可能性和前景┈┈┈┈┈┈┈┈┈┈┈┈┈9
1.6项目研究的主要内容┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈9
1.7论文的安排┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈10
第二章卷纸包装机控制系统的总体设计┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈11
2.1卷纸包装机生产工艺概述┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ 11
2.2卷纸包装机速度影响的分析和提高┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈12
2.3可编程控制系统控制方案的设计┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈12
2.4系统的运行方式┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈13
2.5控制系统硬件总体设计┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈14
2.5.1总体结构关系┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈14
2.5.2控制系统主要器件的选择┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈14
2.6本章小结.......................................................................................................21
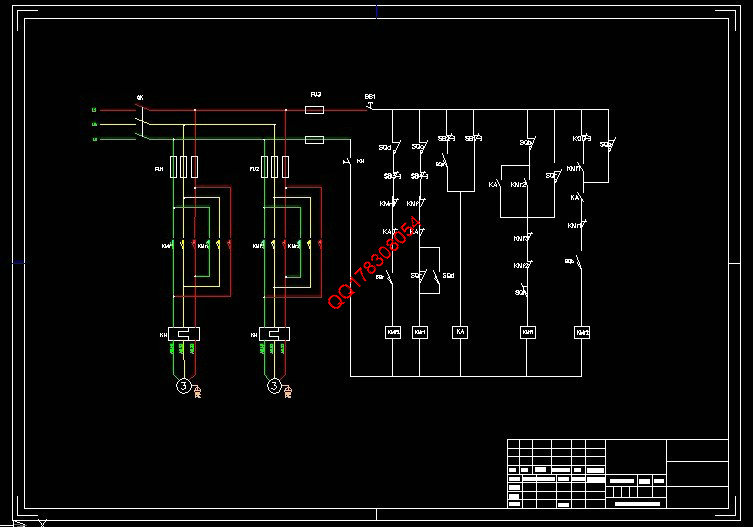
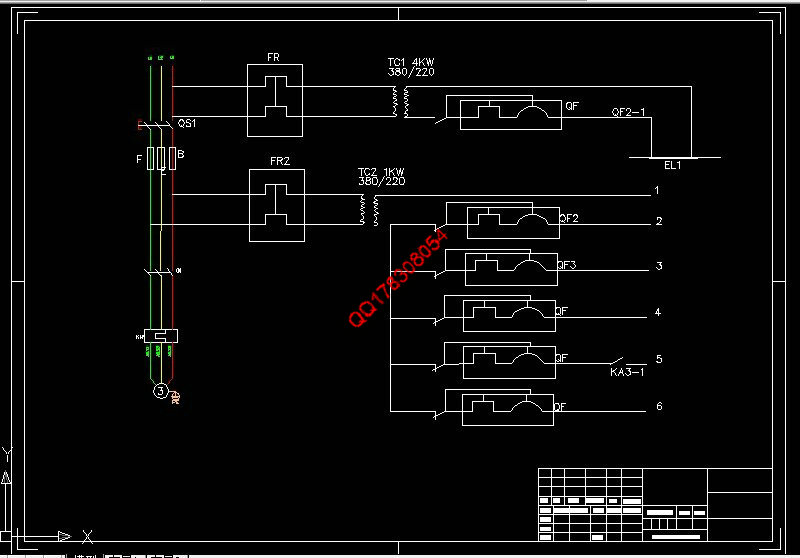
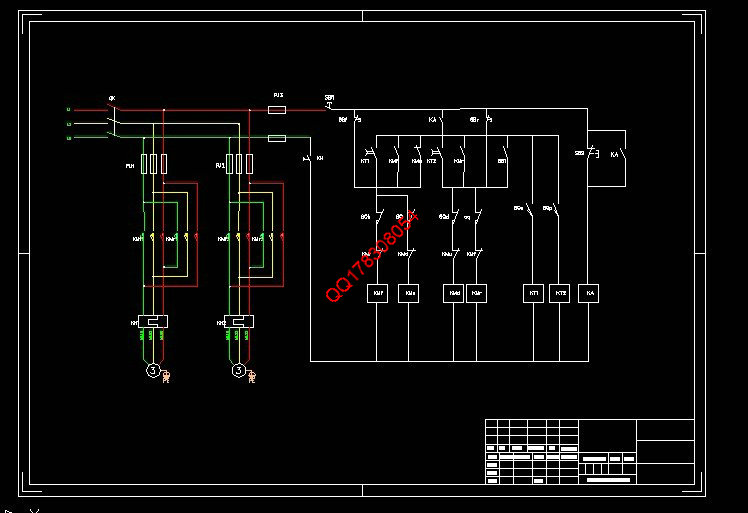
第三章电控系统电路及各功能模块的设计┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈22
3.1供电线路┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈22
3.2主要控制功能模块的设计┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈23
3.2.1装料工位1┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈23
3.2.2夹钳抓紧、旋转、窝边工位2 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈25
3.2.3卸料工位3 ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈26
3.3放卷、分切部分的张力控制. ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈26
3.3.1包装纸分切机调节原理简介┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈26
3.3.2放卷部分. ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈27
3.3.3张力控制系统的实现┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈29
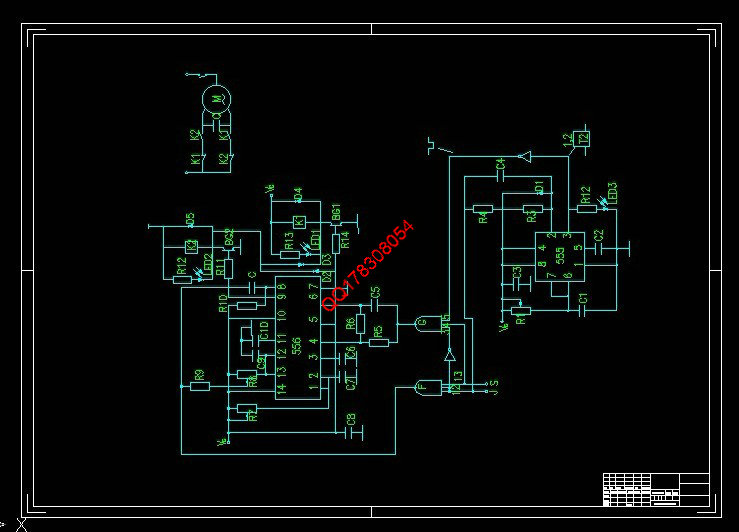
3.4送料过程中的同步控制┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈33
3.4.1同步控制系统........................................................................................ ..33
3.4.2信号的获取┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈35
3.4.3同步控制电路原理的实现┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈37
3.5本章小结┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈37
第四章系统的软件介绍┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈38
4.1 PLC的软件设计........................................................................................38
4.1.1概述.....................................................................................................38
4.1.2 PLC程序的总体结构.............................. ...........................................39
参考文献. ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈39
全文总结. ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈40
致谢┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈40
附录包装电路图. ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈41
|
|
部分图纸 截图 |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
声明:根据《互联网传播权保护条例》本站,小林机械资料商城,所列资料均属原创者所有,仅供学习交流之用,请勿转载并做其他非法用途。
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1 南京德龙屠宰设备
南京德龙屠宰设备
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
南京德龙屠宰设备