 |
|


|
设计名称 |
汽车差速器壳加工工艺及夹具设计 |
 |
|
设计编号 |
E258 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
16000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
||
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
文档包括:
Word版说明书1份,共62页,约16000字
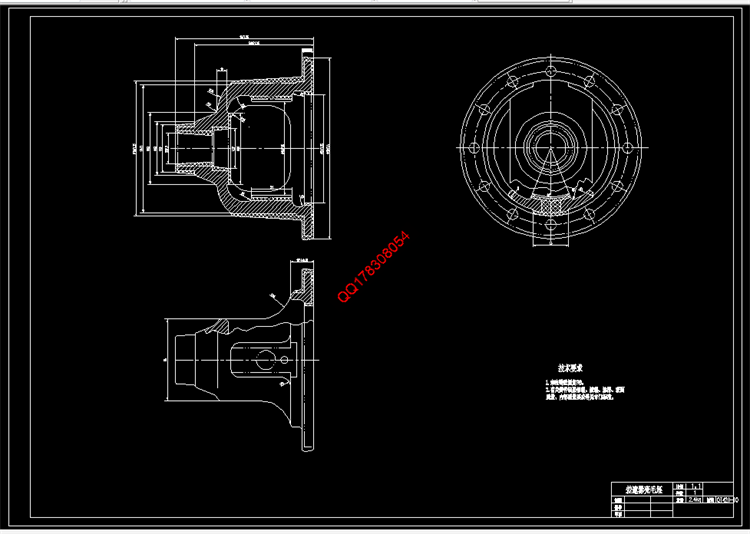
CAD版本图纸,共6张
工序卡一份
过程卡一份
摘 要
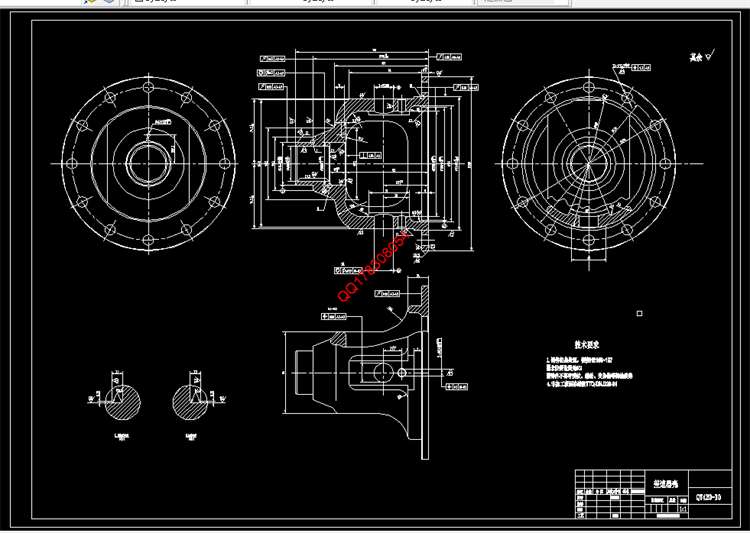
随着社会的发展,汽车在生产和生活中的越来越广泛,差速器是汽车中的重要部件,其壳体的结构及加工精度直接影响差速器的正常工作,因此研究差速器的加工方法和工艺的编制是十分必要和有意义的。本次设计主要内容有:差速器的工作原理结构分析,差速器壳体的工艺编制,夹具的设计及加工中对定位基准的选择,工序和工装设计中切削用量,夹紧力的计算等。机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。本设计的主要内容是设计钻床夹具和铣床夹具,需要对零件上Φ22的孔进行铣削加工端面的铣削加工。
关键词:差速器,壳体,工艺规程,夹具设计
目 录
摘 要 1
Abstract II
目 录 III
第1章 绪论 1
1.1 课题的背景及意义 1
1.2 差速器的主要分类 1
1.2.1 开式差速器 1
1.2.2 限滑差速器 2
1.3 差速器结构 2
1.3论文主要内容 3
第2章 零件的分析 4
2.1 零件的作用 4
2.2 零件的工艺分析 4
第3章 工艺规程设计 7
3.1 基准面的选择 7
3.1.1 粗基准的选择 7
3.1.2 精基准的选择 7
3.2 毛坯的制造形式 7
3.3 制订工艺路线 7
3.3.1. 工艺线路方案一 8
3.3.2 工艺路线方案二 8
3.3.3. 工艺方案的比较与分析 9
3.4 机械加工余量、工序尺寸及毛坯尺寸的确定 9
3.4.1 外圆表面 9
3.5 内圆表面 11
3.4.3 端面 13
3.4.4 凸台 13
3.4.5 孔类 13
第4章 确定差速器切削用量及基本工时 15
4.1 工序1 铣φ200外圆右端面(大头)。 15
4.2 工序2 铣φ50外圆左端面(小头) 16
4.3 工序3 粗、半精车φ200、φ154、φ150、φ50外圆 17
4.4工序4钻孔φ40底孔φ39.5,精车φ200、φ154、φ150、φ50外圆,精车最大轮廓φ200前端面 23
4.5 工序5 粗镗φ50、φ122、φ130孔 28
4.6 工序6 精镗φ40、φ50、φ122、φ130孔,以端面和φ154外圆定位,选用T740K精镗床 33
4.7工序7 铣两凸台上平面 37
4.8 工序8 钻φ4孔,选用Z525立式钻床及专用夹具。 38
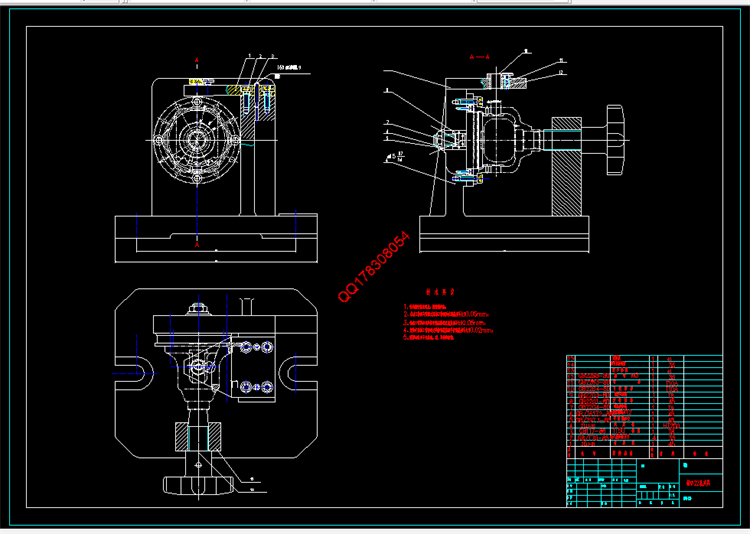
4.9 工序9 钻、铰两组φ8、φ22孔,φ8孔倒角。 39
4.10 工序10 钻孔12×Φ12.5 42
则本工序总切削工时 43
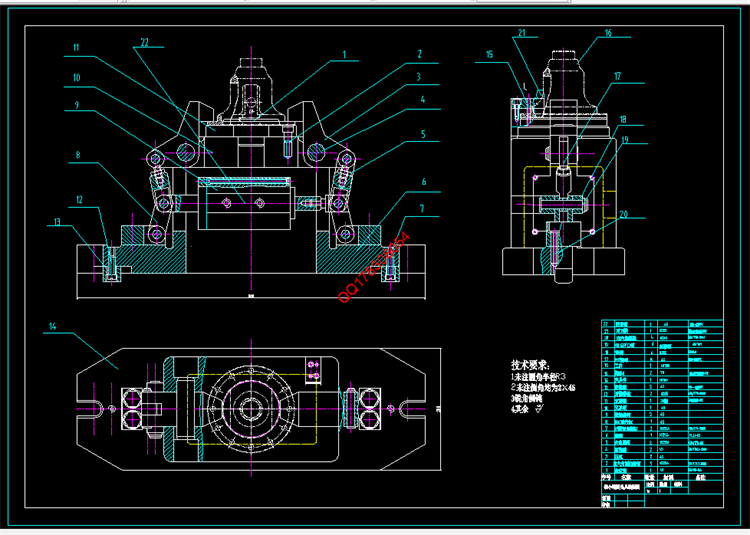
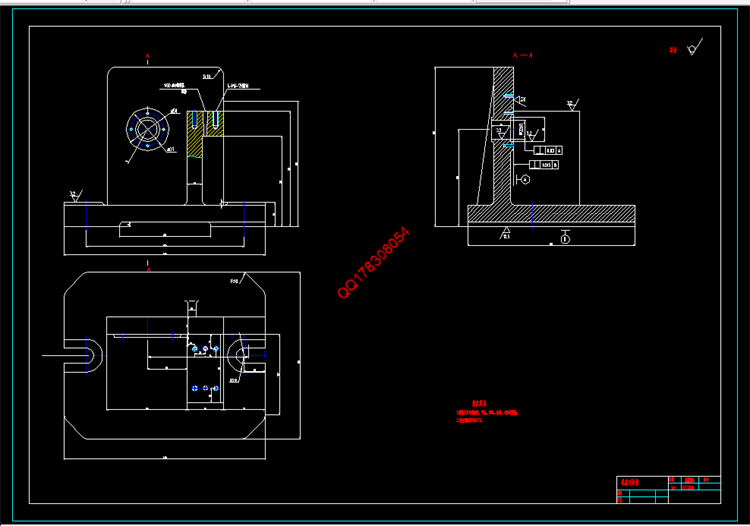
第5章 钻孔夹具设计 44
5.1问题的提出 44
5.2定位基准的选择 44
5.3 定位元件与夹紧元件的选择 44
5.4切削力与夹紧力的计算 45
5.5钻套、衬套、钻模板及夹具体设计 45
5.6夹具精度分析 48
5.7本章小结 49
第6章 铣小头端面夹具设计 50
6.1定位基准的选择 50
6.2 定位方案和元件设计 50
6.3 夹紧机构的设计 50
6.4 定位误差的计算 50
6.5本章小结 51
总 结 52
参 考 文 献 53
致谢 54
|
|
部分图纸 截图 |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
声明:根据《互联网传播权保护条例》本站,小林机械资料商城,所列资料均属原创者所有,仅供学习交流之用,请勿转载并做其他非法用途。
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1 南京德龙屠宰设备
南京德龙屠宰设备
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
南京德龙屠宰设备