 |
|


|
设计名称 |
热流道温度控制器研究与设计 |
 |
|
设计编号 |
E467 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
21000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
||
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
文档包括:
Word版说明书1份,共56页,约21000字
任务书一份
开题报告一份
外文翻译一份
CAD版本图纸,共5张
摘 要
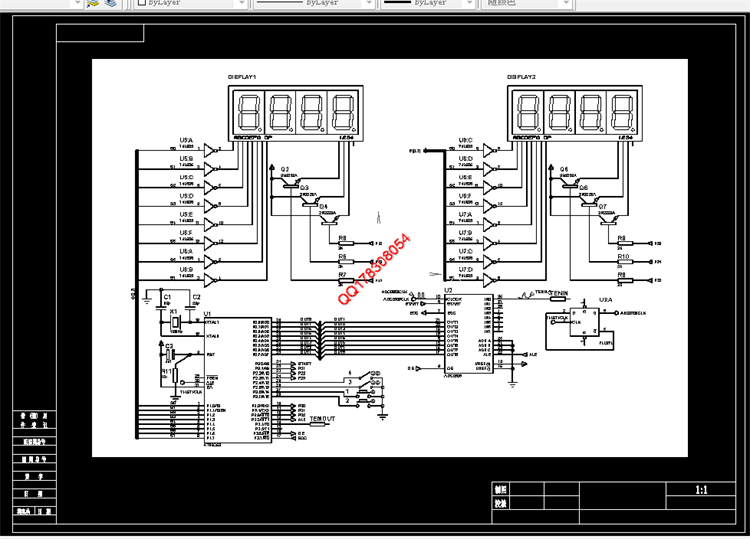
本文简要介绍了热流道的概率和热流道温度控制的重要性。详细阐述了热流道温度控制器硬件、软件的组成和温度控制算法的设计,并对PID控制算法进行了分析和设计。文中详细介绍了控制系统总体方案的设计,确定了控制软件、硬件的各个组成部分。在硬件部分,根据设计的控制要求和程序量,本系统选择了性价比高的AT89C52单片机作为系统的主控单片机。其中,温度信号输入采用了铂电阻Pt100和A/D转换,控制信号采用了过零光电耦合器和双向可控硅来完成对热流道温度的控制。
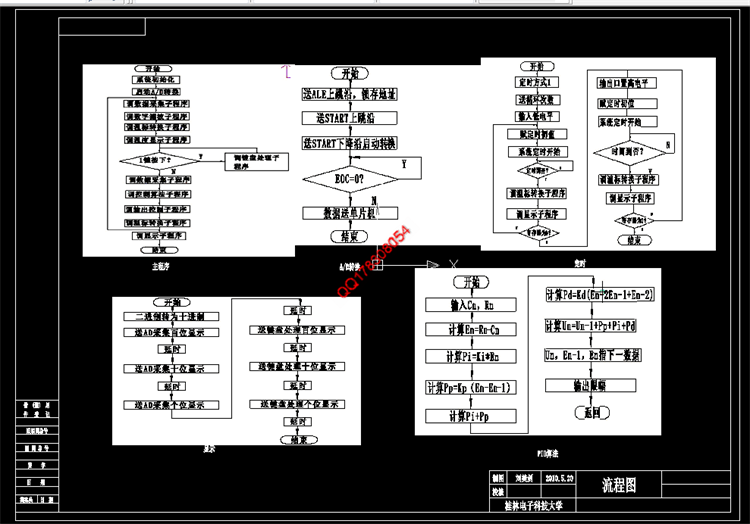
本系统软件部分主要由温度信号采集模块、温度显示模块、控制算法模块和控制信号输出模块组成。本系统的控制思想是单片机根据采集到的温度和设定的温度进行比较,然后得到温度误差,再根据得到的温度误差进行PID应算,最后输出控制模块根据PID应算的结果做出相应的变化,而这些变化通过过零光电耦合器和双向可控硅来完成对温度控制。本系统软件最主要的部分就是PID控制算法的设计和输出控制算法的设计,在文中详细介绍了P、I、D三个控制参数的整定方法和对这三个参数进行了整定,给出了系统控制程序。
关键词:温度控制;单片机; PID
目 录
引言 1
1 绪论 2
1.1 概述 2
1.2 热流道温度控制的现状与发展 2
1.3 课题的设计与分析 3
1.3.1系统性能要求及特点 3
1.3.2系统硬件方案分析 3
1.3.3系统软件方案分析 4
2 硬件电路设计 5
2.1 系统硬件总体结构 5
2.2 主控模块器件选择及设计 5
2.2.1单片机的选用 5
2.2.2单片机介绍 6
2.2.3主控模块设计 9
2.3 信号输入电路设计 10
2.3.1温度传感器的选用与介绍 10
2.3.2 A/D转换 13
2.4 键盘及显示电路 17
2.4.1键盘电路设计 17
2.4.2显示电路设计 18
2.5 信号输出电路设计 19
3 系统软件设计 21
3.1 软件设计思想 21
3.2 系统软件组成 21
3.3 主程序模块 22
3.4 数据采集模块 23
3.5 数据处理模块 23
3.5.1数字滤波 24
3.5.1温标转换 24
3.6 键盘与显示模块 25
3.6.1键盘模块 25
3.6.2显示模块 25
3.7 控制算模块 25
3.8 其他模块 26
3.9 抗干扰措施 27
4 系统控制方案 29
4.1 PID控制 30
4.1.1PID控制理论 30
4.2 PID控制参数整定 32
5 系统调试 33
5.1 系统硬件调试 33
5.2 系统软件调试 33
6 结论 35
谢辞 36
参考文献 37
附录 38
附录1 源程序清单 38
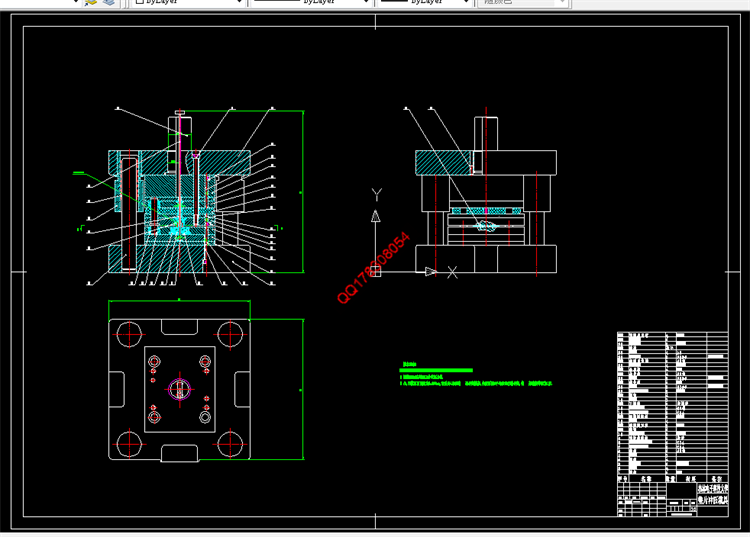
附录2 系统电路总图 54
|
|
部分图纸 截图 |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
声明:根据《互联网传播权保护条例》本站,小林机械资料商城,所列资料均属原创者所有,仅供学习交流之用,请勿转载并做其他非法用途。
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1 南京德龙屠宰设备
南京德龙屠宰设备
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
南京德龙屠宰设备