 |
|


|
设计名称 |
C616普通车床数控化改造 |
 |
|
设计编号 |
E560 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
41000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
||
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
文档包括:
Word版说明书1份,共82页,约41000字
CAD版本图纸,共5张
摘 要
针对大多数企业,具有数量众多和较长使用寿命的普通机床,其加工精度较低、不能批量生产,自动化程度不高,自适应性差,但考虑投资成本,产业的连续性又不能马上被淘汰。
数控机床作为机电液气一体化的典型产品,能解决机械制造中结构复杂、精密、批量、零件多变的问题,加工质量稳定,生产效率较高。
购买新的数控机床是提高产品质量和效率的重要途径,但是成本高,许多企业在短时间内无法实现,这严重阻碍企业设备更新的步伐。为此把普通机床数控化改造,不失为一条投资少、提升产品质量及生产效率的捷径,提升企业竞争力,在我国成为制造强国的进程中,占有一席之地。
本文以C616型普通车床的数控化改造为例,阐述车床数控化改造的方案、工作原理,以及对现有的普通车床进行数控化改造, 并指出数控系统的选择的方法和步骤,为企业进行数控化技术改造提供了一种途径。
关键词: 数控改造;滚珠丝杠;步进电动机;数控机床
目 录
摘 要 i
Abstract ii
第一章 绪论 1
第一节 数控设备及技术现状 1
一、数控机床行业发展 1
二、数控技术 6
第二节 对我国数控技术和产业化发展的战略思考 11
第二章 机床的数控化改造 13
第一节 数控机床的特点 13
第二节 设备数控化改造的现状 14
一、机床数控化改造的内容及特点 14
二、机床数控化改造的必要性 15
三、数控化改造的内容 17
第三节 本文的选题及主要研究内容 19
一、问题提出 19
二、本文的选题 20
三、主要研究内容 20
第三章 数控车床总体改造方案及机械部分设计 21
第一节 设计方案的确定 21
一、设计基本思路 21
二、设备改造前后各项性能指标 22
第二节 改造方案的确定 22
一、方案设计论证 22
二、设计目的 24
三、总体方案设计 24
第三节 机械部分的设计 25
一、(纵向)Z向进给系统的设计与计算 25
二、(横向)X向进给系统的设计与计算 34
第四节 步进电动机的选择 40
一、步进电机选用的基本原则 40
二、步进电机的选择 41
第四章 C616车床数控化改造的数控装置系统 44
第一节 数控装置系统选型 44
第二节 GSK—980T数控系统的基本功能 44
第三节 系统配置方案研究 45
一、GSK—980T数控系统配置 45
二、系统配置方案研究 46
第四节 数控装置的安装 47
一、进给步进电机的驱动器选型 47
二、脉冲发生器 48
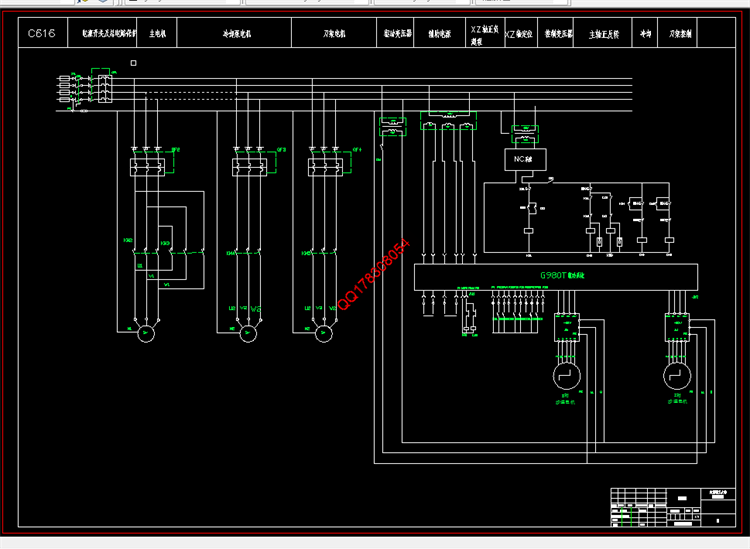
第五章 CJK616-A数控车床电气控制设计 51
第一节 C616车床电气控制 51
一、C616车床运动形式 51
二、电力拖动特点和控制电路 51
第二节 CJK616-A车床电气控制设计 51
一、CJK616-A数控车床主电路设计 51
二、CJK616-A数控车床控制电路设计 52
第三节 驱动器与步进电机的连接线路 54
第四节 控制元件清单 55
第六章 数控机床的安装、调试、精度检测 57
第一节 数控机床的安装、调试、精度检测 57
第二节 数控机床操作指南 60
一、数控系统面板解释 60
二、手动操作 63
三、操作说明 65
结 论 67
参考文献 68
外文资料 69
中文译文 73
致 谢 75
|
|
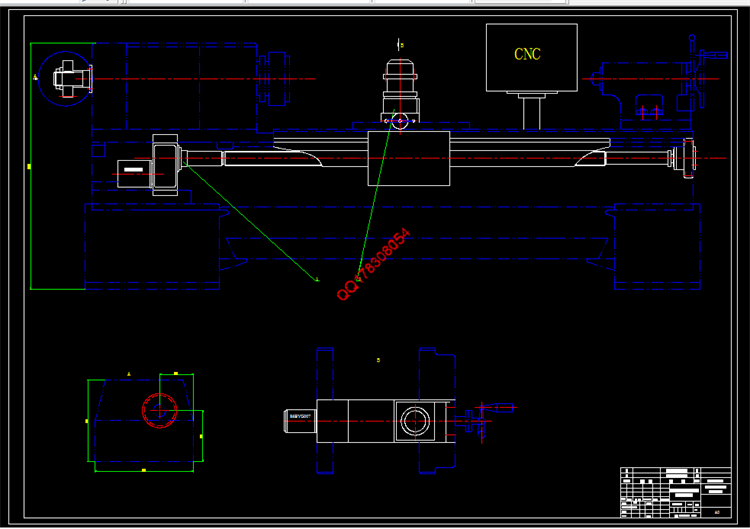
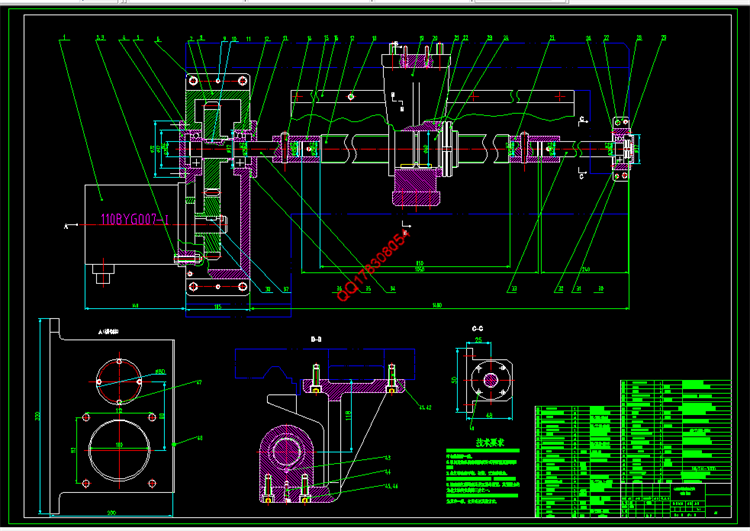
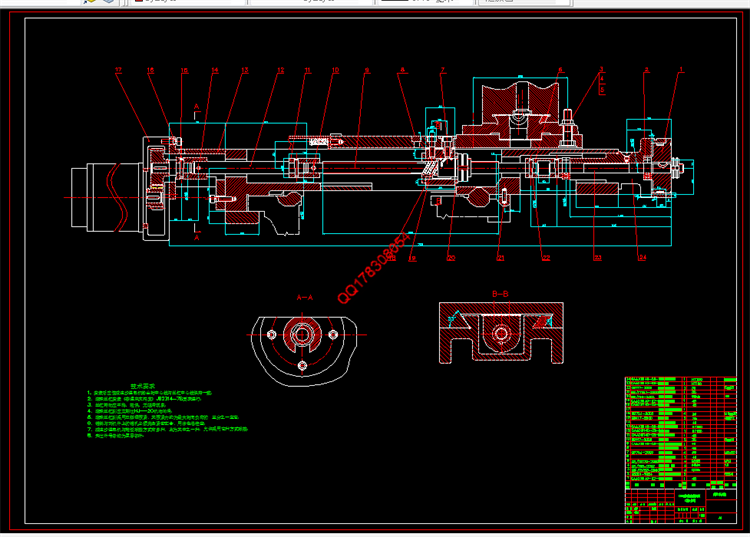
部分图纸 截图 |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
声明:根据《互联网传播权保护条例》本站,小林机械资料商城,所列资料均属原创者所有,仅供学习交流之用,请勿转载并做其他非法用途。
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1 南京德龙屠宰设备
南京德龙屠宰设备
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
南京德龙屠宰设备