|
�ĵ�����:
WORD�����˵����1�ݣ���26ҳ��Լ8000��
CAD�汾ͼֽ����4��
����һ�ף����̿�һ��
Ŀ¼
���� 1
��1�� CA6140�������� 2
1.1 ��������� 2
1.2 �������͵�ȷ�� 2
1.3 ����Ĺ��շ��� 2
��2�� ����Ĺ��չ����� 3
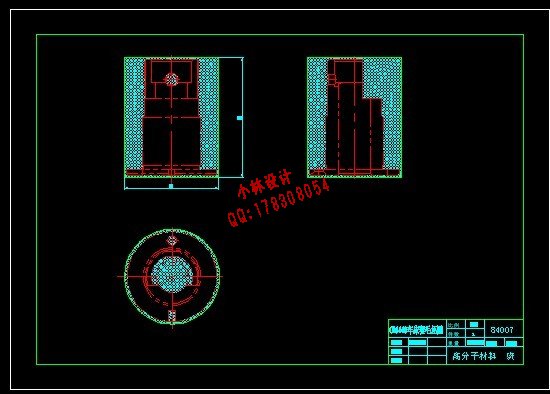
2.1 ȷ��ë��������ë����ͼ 3
2.1.1 ѡ��ë�� 3
2.1.2 ȷ��ë���ijߴ繫��ͻ�е�ӹ����� 3
2.1.3 ���Ƴ�������ë����ͼ 4
2.2 �ⶨ�������·�� 4
2.2.1 ��λ����ѡ�� 4
2.2.2 �ӹ�������ȷ�� 5
2.2.3 ������ⶨ 5
2.3 �����豸������װ����ѡ�� 6
2.4 �ӹ�����������ߴ�����ȷ�� 7
2.5 ���������ļ��� 12
2.5.1 �ֳ����뾫������棬���� ��������φ25mm�ף����ڽ� 12
2.5.2 ϳС���� 13
2.5.3 �ֳ����뾫�� ��Բ���ֳ��ڶ��棬���� �� 14
2.5.4 ������ �ף����� 14
2.5.5 �����ڶ��� 15
2.5.6 �ꡢ�� �ף��� �� 16
2.5.7 �ꡢ�� �� 17
2.5.8 ϳ�� 17
2.5.9 ϳ̨���� 18
2.5.10 �� �� 18
2.6 ʱ�䶨��ļ��� 19
2.6.1 ����ʱ�䣺 19
2.6.2 ����ʱ�� 19
2.7 ��д��е�ӹ����չ��̿��ͻ�е�ӹ����� 20
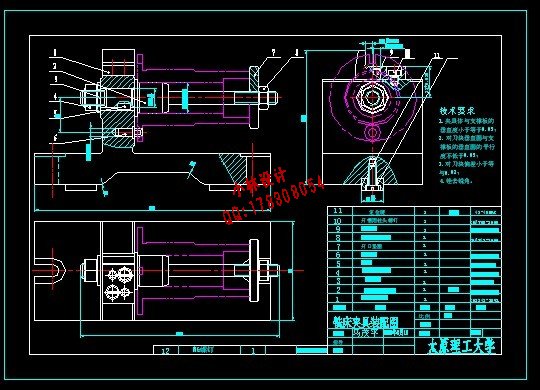
��3�� ���� 21
3.1 �������� 21
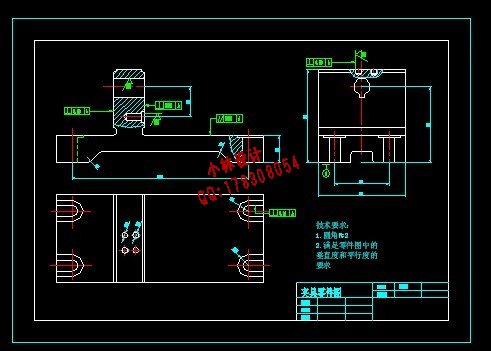
3.2 �о߶�λ������� 21
3.2.1 �����ڼо��еĶ�λ 21
3.2.2 ��λԪ����ѡ�� 21
3.2.3 ��λ���ķ�������� 21
3.3 ����Ԫ����� 21
3.3.1 ������ȷ�� 21
3.3.2 ����Ԫ����ѡȡ 21
3.3.3 �Ե����ķ��������� 21
3.4 �н�װ����� 21
3.4.1 �н�������ȷ�� 21
3.4.2 �н�����С�ļ��� 21
3.5 ������ 22
3.6 �о߷��������Է��� 22
3.7 ����˵�� 22
3.7.1 ������λ 23
3.7.2 �����н� 23
3.7.3 ������ж 23
3.8 �о���װ��ͼ���� 23
��л 23
����� 24
����
��е���칤��ѧ�γ������������ѧ���˴�ѧ��ȫ�������Ρ������������Լ���רΪ��֮����еġ����������ڽ��б�ҵ���֮ǰ����ѧ���γ̵�һ��������ۺ��Ե��ܸ�ϰ��Ҳ��һ��������ϵʵ�ʵ�ѵ��������������������ѧ������ռ����Ҫ�ĵ�λ��
���Ҹ��˶��ԣ���Ҳϣ��ͨ����ογ���ƶ��Լ������Ĺ�������һ����Ӧ�Ե�ѵ�������ж����Լ��������⡢��������������
�����������ޣ�������������֮���������λ��ʦ����ָ�̡�
��1�� CA6140��������
1.1 ���������
��Ŀ�����������CA6140�����ף�����ͼһ������Ҫ���������װ�����������
1.2 �������͵�ȷ��
���ڱ��������֪��С������С��������������ﲻ�������������ͼ��㡣
1.3 ����Ĺ��շ���
�������Ҫ�ӹ��ı����У�
��
��Բ���漰��������桢�˵���
��Բ���桢 ��Բ����
��
̨����
��
��
��
ͨ��
��
����
��Բ�ڶ���� ��Բ�����Բ����Ϊ0.05��
��Բ����� ��Բ����Ϊ0.03��
���ڶ���� ��Բ�ڶ���ƽ�ж����Ϊ0.05
�۶� �� �ĶԳƶ����Ϊ0.15��
���⣬���ӹ����滹��һ���Ĺ����Լ��ֲڶ�Ҫ��
��2�� ����Ĺ��չ�����
2.1 ȷ��ë��������ë����ͼ
2.1.1 ѡ��ë��
����IJ���Ϊ45�֣��������������Լ�����ڹ������������ܵ��غ������ѡ��ģ�ͳ��͡�ë���İ�ģб��Ϊ ��
2.1.2 ȷ��ë���ijߴ繫��ͻ�е�ӹ�����
�ɲο����ס�1����2-10����2-12��֪��Ҫȷ��ë���ijߴ繫���е�ӹ�������Ӧ��ȷ�����¸������ء�
2.1.2.1 ����ȼ�
������Ĺ��úͼ���Ҫ��ȷ��������Ĺ���ȼ�Ϊ��ͨ����
2.1.2.2 �ͼ�����
��֪��е�ӹ������������Ϊ0.66�K���ɴ˿ɳ��������е�ӹ�ǰ�ͼ�ë��������Ϊ0.9�K��
2.1.2.3 �ͼ���״����ϵ��
��������з������㣬�ɴ���ȷ���ͼ�����������ĸ߶ȡ��뾶����d=70�L��h=90�L
�ɹ�ʽ�ο����ס�1����2-3���ͣ�2-5���ɼ�����ó����ͼ�����״����ϵ��
���� ���ʸ��������״����ϵ���� ����
2.1.2.4 �ͼ�����ϵ��
���ڸó����ײ���Ϊ45�֣���̼����������С��0.65%��̼�ظ֣��øöͼ��IJ���ϵ���� ����
2.1.2.5 �ͼ���ģ����״
���ݸó�������λ�ص㣬ѡ������߶ȷ���ĶԳ�ƽ��Ϊ��ģ�棬��ƽֱ��ģ�ߡ�
2.1.2.6 �������ֲڶ�
�����ͼ��֪����������ӹ�����Ĵֲڶ� �����ڵ���1.6 ��
�����������أ��ɲ��ȷ���öͼ��ijߴ繫��ͻ�е�ӹ����������ý�������±���
|