| 小林设计素材网
客服QQ:178308054 Email:178308054@qq.com 机械设计资料 |
相信专业,相信小林 | 小林机械资料网竭诚为您服务! |
|
|
 |
| 首页
| 工艺夹具
| 数控编程
| 注塑模具
| 冲压模具
| 机械机电
| 土木工程
| 采矿通风
| 其他专业
| 购买流程
| 信誉说明
| 付款账号
| 加盟
|
 |
|
|
| 您现在的位置: 主页 > 工艺夹具 > |
|
设计名称 |
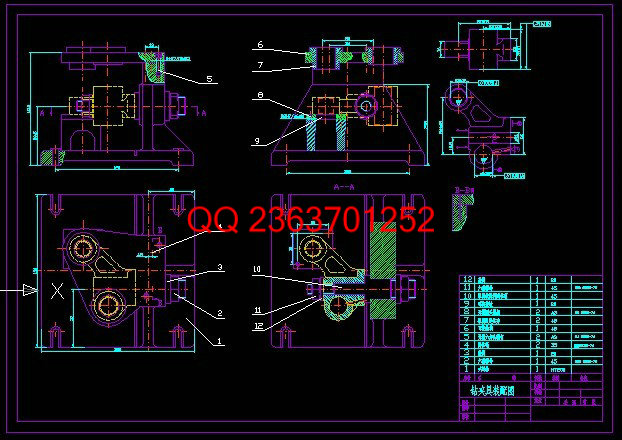
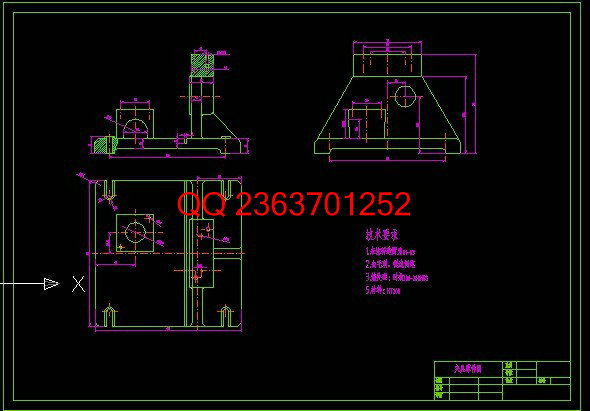
气门摇臂轴支座加工工艺钻扩铰φ18及16孔夹具设计【E型】
|
|
|
设计编号 |
G090
|
|
设计软件 |
AutoCAD,
Word |
|
包含内容 |
见右侧图片
|
|
说明字数 |
7900字 |
|
图纸数量 |
见右侧图片
|
|
推荐指数 |
较高 |
|
价格: |
价格优惠中 |
|
整理日期 |
2013.09.26 |
|
整理人 |
小林 |
|
购买流程 |
<查看如何购买本站设计> | |
|
设计简介 |
文档包括:
Word版说明书一份,共16页,约7900字
CAD版本图纸,共4张:
工艺卡一份
过程卡一份
课程设计说明书
气门摇臂轴支座机械加工工艺规程及工艺装备设计
序言
机械制造工艺学课程设计是在学完机械制造工艺学(含机床夹具设计)和大部分专业课,并进行过金工实习。为了巩固所学知识和毕业设计,对所学各课程的进行一次深入的综合性的总复习,我们进行了本次课程设计。
通过这次课程设计使我们能综合运用机械制造工艺学的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决工艺问题,初步具备了设计一个气门式摇臂轴支座的工艺规程的能力和运用夹具设计的基本原理和方法,拟订夹具设计方案,完成夹具结构设计的能力,也是熟悉和运用有关手册、图表等技术资料及编写技术文件等基本技能的一次实践机会,为今后的毕业设计未来将从事的工作进行一次适应性训练。
由于能力所限,设计尚有许多不足之处,恳请各位老师给予批评指正。
一、零件的分析
(一)零件的作用
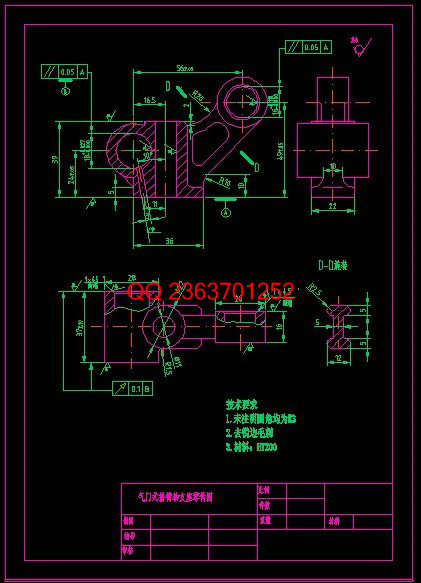
题目所给的零件是1105柴油机中摇臂座结合部的气门摇臂轴支座。其中Φ18+0.0270mm(Φ18IT8)孔装摇臂轴,轴上两端各装一进、排气门摇臂。另一
Φ16+0.110mm(Φ16IT11)孔内装一减压轴,用于减低汽缸内压力,便于起动柴油机。两孔间距为56±0.05mm可保证减压轴在摇臂上打开气门,实现减压。该零件通过Φ11mm孔用M10螺杆与汽缸盖相连。该零件可以先铸为一体,再进行各种加工工艺来满足各项要求。
(二)零件的工艺分析
零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是气门式摇臂轴支座需要加工表面以及与加各工表面之间的位置要求:
1、Φ11mm孔内圆周面、Φ18+0.0270mm和Φ16+0.110mm孔内圆周面及其倒角。
2、Φ28、Φ26两圆的前后端面,支座上端面及支座下底端面。
3、Φ18+0.0270mm孔中心线与支座下端面平行度误差为0.05
Φ16+0.110mm孔中心线与支座下端面平行度误差为0.05
Φ28孔的前后两端面与Φ18+0.0270mm孔中心线圆跳度误差为0.1
由上面分析可知,可以粗加工气门摇臂轴支座下端面,然后以此作为基准采用专用夹具进行加工,并且保证位置精度要求。再根据各加工方法的经济精度及机床所能达到的位置精度,并且此气门摇臂轴支座零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。
二、确定毛坯
1、确定毛坯种类:
零件材料为HT200。考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,生产类型为中批生产,故选择木摸手工砂型铸件毛坯。查《机械制造工艺设计简明手册》第38页表2.2-3,选用铸件尺寸公差等级为CT-12。
2、确定机械加工加工余量:
查《机械制造工艺设计简明手册》第41页表2.2-5,选用加工余量为MA-12H级,并查表2.2-4确定各个加工面的铸件机械加工余量如表1-1所示:
| |
|
|
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看.
机械毕业设计|论文 | |
 |
 |
|
[要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
 | |
|
|
 |
|
|
      |
声明:根据《互联网传播权保护条例》本站,小林机械资料商城,所列资料均属原创者所有,仅供学习交流之用,请勿转载并做其他非法用途。
Powered
by 小林机械资料商城 © 2013-2020 All Rights Reserved.
客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1  |
|
|