|
���������
�ĵ�����:
Word�����˵����1�ݣ���39ҳ��Լ17700��
���ķ���һ��
������һ��
CAD�汾ͼֽ����9��
Ŀ ¼
��һ�� ���� 1
1��1���ı������о����� 1
1.2��ϻ�����չ�ſ� 1
1��2��1��ϻ��������� 1
1��2��2��ϻ�������װ����״�뷢չ���� 1
1��3�����о�����Ҫ���� 2
�ڶ��� ����괲������� 4
2��1����괲���շ������ƶ� 4
2��2 7������괲������ʽ���ṹ������ȷ�� 4
2��3��Ҫ�����ļ��� 5
2��3��1ȷ���������������������ת�� 5
2��3��2ȷ��������F������ת��M����������P 6
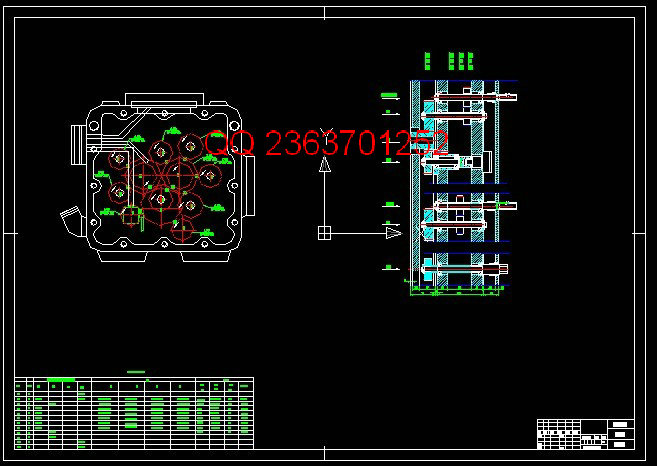
2��4��ϻ���������� 6
2��4��1���ӹ��������ͼ 7
2��4��2�ӹ�ʾ��ͼ����� 71
2��4��3������ϵ�ߴ�ͼ�Ļ��� 11
2��4��4�����ʼ��㿨 14
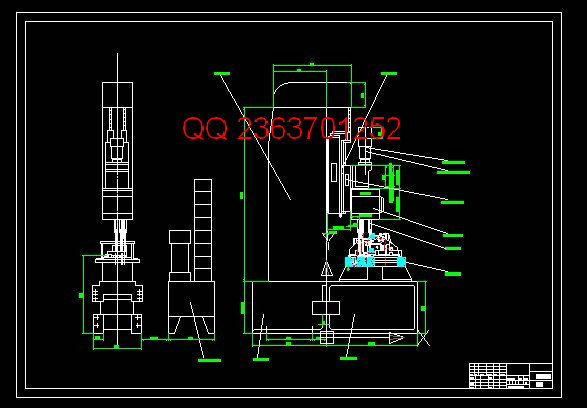
������ ��������� 16
3��1�������������ԭʼ����ͼ 16
3��2 ����ṹ��ʽ��ѡ�������� 17
3.3����ϵͳ����ƺͼ��� 18
3��4�������������� 21
3��5������ͨ���������ѡ�� 24
3��6 ���ἰͨ�ô�����ṹ��ʽ��ѡ�� 26
3��7 ͨ�ó��ּ�����ͨ�ü�������������ͺŵ�ѡ�� 26
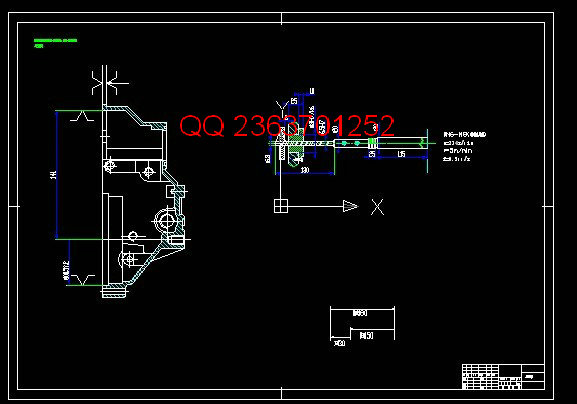
������ ���� 27
4.1 �����оߵĸ��� 27
4��2��λ֧��ϵͳ��� 27
4��2��1��λ֧��ϵͳ�����ԭ�� 27
4��2��2��λ֧��Ԫ�����䲼�� 28
4��3����װ����� 28
4��3��1����װ�õ����� 28
4��3��2�̶�ʽ������� 28
4��3��3�̶���ģ��ṹ��� 29
4��4�������� 30
4��4��1�н�������ȷ�� 30
���� 32
��л 33
����� 34
���������7������괲�¿����
רҵ�༶����е0902 ѧ��������������
ָ����ʦ������ ְ�ƣ���ʦ
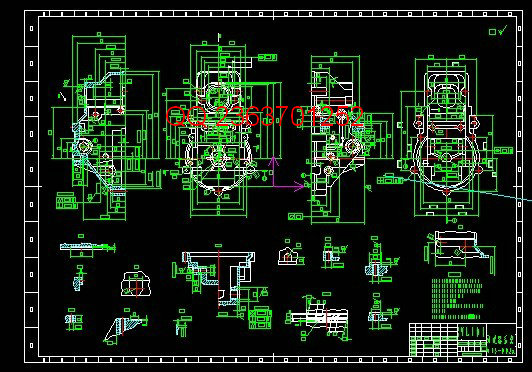
ժҪ ���Ĵ���ҵʵ�������������ȫ��������ӹ�����Ľṹ�ص㡢�ߴ羫�ȡ����ӹ����֮��λ�þ��ȡ�����ֲڶȺͼ���Ҫ��Ļ����ϣ�ָ�����������豸���������Ͷ�ǿ�ȴ������ʵͣ���������ӹ��������Ա�֤������ʵ����Ҫ�����Ƴ���7����λ����괲��
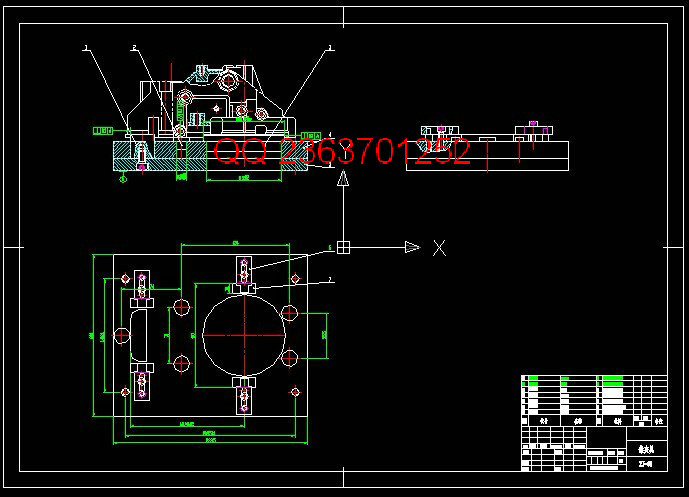
��������ͨ�������Ƚϣ�ȷ����7����λ����괲��������ʽ���ṹ����ѷ�������ѭ��е����б�����ͨ�û���ϵ�л�ԭ�� ����������������ƣ����Ƴ���������������Ƶı��ӹ��������ͼ���ӹ�ʾ��ͼ��������ϵ�ߴ�ͼ�������ʼ��㿨���Ա������Ĺؼ����֣�������ͼоߵĽṹ�����˴�����ơ������ڱ�̨����괲����ͬʱ�ӹ�7���ף��ࡢ���С�����ó��淽��������ʵ��4�Ĺ����еļӹ����������괲�������䴫��ϵͳͨ�����ñ�λ���ֺ�����еȽṹ����Ĵ�����ƣ������淽���²�����ɵ������Ϊ���ܡ���̨����괲�н������������˿��������н�������������װж�������ʱ�䣬���������Ч�ʡ�
��������Ʒ����������4����λ����괲��ԭ�����ӹ�������ʵ�����Ƚϣ������¼���ͻ�����ŵ㣺
1�������������
�ڱ�̨����괲�ϼӹ��������������8�ѵ���ͬʱ�ӹ��������˸���ʱ�䣬�ӹ�ѭ��ʱ���Ϊ2��7min������ԭ��ͨ�괲�ϼӹ��˹������ӹ�ѭ��ʱ��ƽ����Ҫ15���ӣ������������4��6����
2�� ����˼ӹ�����
����ͨ�괲�ϼӹ��������Dz��ö��������λ�þ��Ȳ��ױ�֤����Ʒ��һ����2��������7������괲����Ϊ����Ƶ�ÿһ�����ڣ����ϸ�����������ľ��ȣ����Ƕ൶ͬʱ�ӹ������ӹ��������λ�þ��Ⱦ���Ҫ��Χ�ڣ���Ʒ��Ϊ0��ͨ��ʵ�����н��֤������4����λ����괲ȷʵ�ﵽ��“���С�������ᣬ�ṹ��ʹ�÷��㣬Ч�ʸߣ�������”��Ҫ�ȴ������˹��˵��Ͷ�ǿ
�ȣ��ָ����Ҵ����˿ɹ۵ľ���Ч�档
�ؼ��ʣ� ����괲 ������ �о���� �������
The meaning of the designation of a combination drilling machine for R801flyweght
ABSTRACT: In view of the actual conditions of enterprises and on the basis of overall analyzing work piece structure features��accuracy of size��surface roughness��accuracy of distance between drilled holes and other technical requirements��this article points out that the existing equipments used to manufacture work pieces may result in lower productivity��greater intensity of labor and worse working accuracy��Therefore��it is necessary to develop a new type of 4 hole single working position combination drilling machine��
Through analysis and comparison��the article has determined the best project of the structure and the disposition of the 4 holes combination drilling machine��According to the principle of standardization��generalization and serialization in machine design��the article offers the master design of the drilling machine��the process drawing of work piece��the working diagram��the connection dimensional drawing of the drilling machine and the calculating card of productivity��In some key parts of the drilling machine��there are certain new designs on the structure of the spindle box and the fixture��With 4 hole drilled simultaneously on the drilling machine��in addition to dispersive arrangement of hole position��the 4 holes drilling program cannot be completed in conventional way��In the transmission system of 4 hole drilling machine are used some new structural designs such as pin bearings and position-changeable gears��so that the arrangement of hole position��which cannot be finished in conventional way��can be accomplished��The combination drilling machine is applied a fast spiral pinch machinery whose features are not only shortens the time consumed in loading and unloading work piece but also enhances productivity��
After the experimental result of the new type of 4 hole combination drilling machine is compared with the one of the original working program��there are following advantages��
1��Enhancing productivity
If the work piece is cut with 4 drills on the combination drilling machine��the auxiliary time would be shortened and the working cycle time would be limited within 2��7min��On the other hand��if the work piece is cut on the general-purpose drilling machine��its working cycle time would take 15min on an average��the productivity would increase by 4��6 times��
2��Improving working accuracy
The reject rate of work piece cut on the general-purpose drilling machine usually reaches to 2�� because of its multi step working procedure��so it is difficult to secure the spacing accuracy of every hole��Yet the 4 hole combination drilling machine may reach to 0��This is because the working accuracy of work piece is strictly controlled at each design point and the spacing accuracy of work piece cut by multi tool is limited within the desired scope��The result checked through actual operation proves that the 4 hole combination drilling machine really meets the requirement of “small in volume��light in weight��simple in structure��convenient in use��high in efficiency and excellent in quality��”This type of drilling machine reduces the labor strength largely and brings enterprises huge economic benefits��either��
Key Words��Combination drilling machine Design of transmission system
Spindle box Design of fixture
|