|
设计描述:
文档包括:
word版说明书一份,47页,19000字左右.
外文翻译一份
CAD版本图纸,共4张:
毕业设计(论文)任务书
专业: 机械设备维修与维护 班级: 姓名:
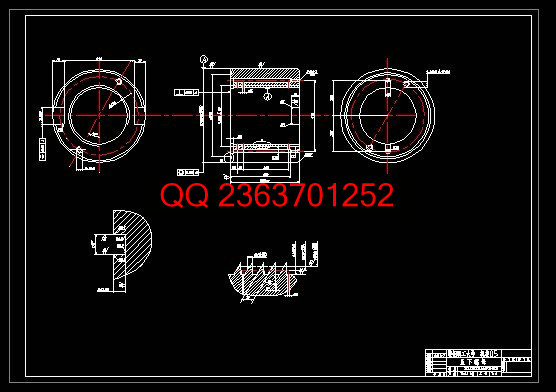
题目名称 φ950可逆式轧机压下装置设计
毕业设计(论文)内容:
φ950可逆式轧机是炼钢厂连轧作业线上的粗轧机。本设计要通过现场实际调研,结合大量资料对此轧机的实际应用情况进行分析,对其结构进行适当的改进。此题目来自现场实际,难度适宜,并能把以前学过的专业与基础知识与现场实际结合,内容及难易程度均符合毕业设计的教学要求。希望通过这次毕业设计,使学生得到专业方面的综合技能训练,对今后的工作有所帮助。
设计内容:
1、φ950可逆式轧机的生产工艺过程,工作原理。
2、轧机压下装置方案设计与选择。
3、轧制力能参数的计算。
4、压下装置主要参数设计及选择。
5、压下装置主要零部件的强度计算。
6、绘制主要零件图,部件装配图,总装图。
设计工作量:
1、绘制主要零件图A2图纸一张。
2、绘制部件图A1图纸一张。
3、绘制轧机总装图A1图纸一张。
4、撰写一份不少与6000字的设计说明书,格式见附表。
1 绪论
1.1 毕业设计的意义
毕业设计是对大学期间的理论课程与实际相结合的一种综合教学环节。使我们学到的专业理论和知识应用到工作中,培养独立思考、分析和解决实际工作问题的能力,为以后的工作打下坚实的基础。
1.2 轧钢机械定义
轧钢机械亦称轧钢机。一般把能将被加工材料在旋转的轧辊间受压力产生塑性变形即轧制加工的机器,称为轧钢机。在大多数情况下,轧材的生产过程要经过几个轧制阶段,还要完成一系列的辅助工序,如将原材料由仓库运出、加热、轧件送往轧辊、轧制、翻转、剪切、矫直、打印、轧件的收集、卷曲成卷等等[1]。
1.3 初轧机的作用及生产要点
1. 作用:
初轧机是以最少的轧制道次,最短的时间,将钢锭轧制成规定的尺寸及优制高精度的坯材的一种轧机。
2. 生产要点:
在不产生裂纹的范围内,尽可能增大压下量,确定合适的钢坯的尺寸关系,轴承的安装维修和轧辊的调整精度要高。要使轧辊充分冷却,但要防止钢坯降温,正确的孔型设计,操作要熟练。
1.4 轧钢机及初轧机的发展情况
19世纪中叶轧钢机械只是轧制一些熟铁条的小型轧机,设备简陋,产量不高;有的轧机是用原始的水轮来驱动。十九世纪五十年代以后,钢的产量大增;各先进工业国的铁路建设与远洋航运的发展,蒸汽驱动的中型、大型轧机先后出现了。二十世纪的电气化使功率更大的初轧机迅速发展起来。本世纪50~70年代末,由于汽车、石油、天然气的输送,钢材生产是以薄板占优势为特征的。
至1970年止,世界上有初轧机达200多台,拥有初轧机最多的国家为美国,达130台,日本42台,绝大部分为二辊可逆式轧机,开坯能力达3亿吨以上,七十年代的初轧机轧辊直径增大到1500毫米。
国外初轧机的发展可分为三个阶段。1945年前的初轧机,一般称为第一代初轧机。1945~1960年是初轧机发展的中期,称为第二代初轧机。60年代后建的初轧机,称为第三代初轧机。70年代初的初轧机轧辊直径增大到1500mm,到如今的二十一世纪,初轧机的发展更是迅速。
我国拥有1000毫米以上大型初轧机七套,还有750—850毫米小型初轧机八套,主要用于合金钢厂,为数不多的650毫米轧机是中小钢厂的主要开坯设备。1959年我国开始自行设计制造开坯机,已制成的开坯机有700、750、825、850/650、1150等毫米初轧机。
1.5 初轧机的发展趋势
目前初轧机的发展趋势有如下几点:
1. 万能式板坯初轧机迅速发展。近20年来随着热连轧和中厚板轧机的发展,板坯需要量不断增加。因此初轧机有半数以上是专门轧制板坯的高生产率的万能式板坯初轧机,由于万能式板坯初轧机带有立辊,可以减少翻钢道次、减少轧制时间,轧出的板坯质量好,易于实现自动控制。
2. 向重型化发展。初轧机的重型化是指大钢锭、大辊径、大功率。轧制钢锭重量达45~70t,最高年产量达500~600万。
3. 缩短轧机辅助机械工作时间。
4. 采用自动化控制。20年来,初轧机自动化发展较快,由均热炉到板坯精整已逐步采用自动控制。初轧机的自动操作,已由电子计算机在线控制。
5.提高钢坯质量,改进精整工序,采用大吨位板坯剪切机(剪切力可达40MN)及在线火焰清理机。
6. 九十年代及其以后的发展动向,随着连铸技术的发展,连铸与轧机相结合的连续轧机组将进一步发展。
1.6 φ950可逆式轧机主传动
轧钢机主传动装置的作用是将电动机的运动和力矩传递给轧辊。
φ950可逆式轧机的主传动装置由电动机、联轴器、齿轮座及联接轴组成。
(1) 电动机:为轧机提供动力源。
(2) 联轴器:联接电动机与齿轮座。
(3) 齿轮座:当工作机座由一个电动机带动时,通过齿轮座将电动机传递的运动和力矩分配给两个轧辊。
(4) 联接轴:轧钢机电动机、齿轮座的运动和力矩都是通过联接轴传递给轧辊的。
1.7 连轧生产工艺流程图及Φ950可逆式轧机性能
1. 图1.1为炼钢厂连轧作业区生产工艺流程图:
图1.1 生产工艺流程图
2.炼钢厂连轧作业区Φ950可逆式轧机性能:
轧机型式:二辊可逆式轧机
原料规格: mm
轧辊直径:Φ900~Φ1050mm
轧辊长度:5840mm
轧辊重量:22.747t
辊身长度:2500mm
辊颈直径:Φ560mm
最大轧制力:9.81M?N
额定力矩:63.5t?m
轧制速度:0~5.5m/s
轧辊最大开口度:550mm
工作行程:500mm
下辊轴向调整量: 5mm
压下速度:50~100~120mm/s
轧辊平衡形式:液压
轧辊材质:60CrMnMo锻钢
接轴扁头重量:1.475t
接轴扁头材质:40CrNiMo
轧辊转速:0~70-120r/min
主电机功率:4560KW
轧辊轴承型号:四列滚子轴承FCD112164630
1.8 压下螺丝的阻塞事故
快速电动压下装置由于压下行程大,压下速度高而且不带钢压下,故在生产中易发生压下螺丝阻塞事故,这通常是由于卡钢,或者由于误操作使两辊过分压靠或上辊超限提升造成的,此时压下螺丝上的载荷超过了压下电机允许的能力,电动机无法启动,上辊不能提升。所以在轧机设计时,考虑发生阻塞事故时的回松措施是十分必要的,回松力可按每个压下螺丝上最大轧制力的1.6~2.0倍考虑。
1.9 上辊平衡装置的用途
由于上轧辊及其轴承座,以及压下螺丝自重的影响,在轧件未进入轧辊之前,上轧辊及其轴承座与压下螺丝之间,以及压下螺丝和压下螺母之间有间隙存在,这些间隙使轧件进入轧辊时产生很大的冲击,恶化了轧件的工作条件。为了防止这种冲击,几乎所有轧机都设
|